云南多晶太阳能板小片串焊机焊接方式
我们的实用新型实施例要解决的技术问题在于,提供一种太阳能电池片串焊装置的红外线灯箱,结构简单,接线方便,能有了效果保证焊温度均匀。我们的实用新型实施例进一步要解决的技术问题在于,提供一种太阳能电池片串焊装置,结构简单,接线方便,能有了效果保证焊温度均匀。为了解决上述技术问题,我们的实用新型实施例首先提供以下技术方案:一种太阳能电池片串焊装置的红外线灯箱,红外线灯箱包括箱体以及至少一排组装于箱体内的红外线灯,箱体的底端设有供红外线灯发出的红外线射出至箱体外部的出射窗口,每一排红外线灯包括至少两根呈U型且以预定间距设置的红外线灯,每根红外线灯包括位于中部的加热段以及自加热段的两端分别弯折延伸而成并分别与箱体相对固定的连接段,同排的各根红外线灯的加热段在平行于加热段的轴向且垂直于出射窗口的平面的投影相互错位,连接段的末端与外部线束相连。 使用小片红外串焊机,可以极大减少人工干预,提高生产效率。云南多晶太阳能板小片串焊机焊接方式
小片红外串焊机
在当今的快节奏生活中,太阳能电池片串焊装置成为了一种效高、可靠的能源解决方案。这款装置通过创新的线架设计,使得在焊台相对两侧的上方就能对应固定各丝线的线端,并轻松实现丝线的张紧。其中一块固定板上,设有线头夹紧件和张力调节件,可以对应夹紧固定每两条相邻的丝线,并固定于张力调节件上,确保焊接过程中丝线的稳定。而在另一块固定板上,设置有绕线柱,同组的两条丝线位于设有绕线柱的固定板的一端的两个线端连接为一体,并绕设于所述绕线柱上,使得焊接操作更加简便、效高。这款太阳能电池片串焊装置,不仅具有创新的结构和独特的设计,更融入了现代化的生产工艺,为能源需求者提供了有保证的、便捷的能源解决方案。选择这款装置,是选择了一种效高、稳定、绿色的未来。 江西太阳能层压板小片串焊机功能小片红外串焊机丝线在抵压焊带时,是怎样解决无法提供稳定且均匀的抵压力的?欢迎咨询!

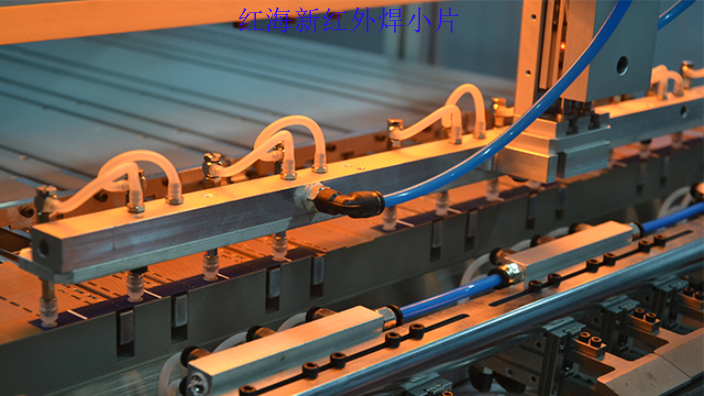
在当今的工业生产中,红外线串焊技术已成为一种重要的加工方法。作为一种集成了红外线照射和热传导技术的工艺,红外线串焊能够提供高质量、效率高的串焊效果,被广泛应用于电子、汽车、医学等各个行业。在此背景下,我们引入了一种新型的红外线灯箱,该灯箱通过优化设计,可显著提高红外串焊的效果和生产效率。如图1所示,我们的实用新型红外线灯箱1在拆除箱体一侧壁后,呈现出一个独特的设计。每根红外线灯12均与一个管控器14相连,以便对每根灯进行单独管控。这种设计理念的好处在于,它可以确保每根红外线灯12均工作在预定的状态,从而避免了虚焊和过焊的问题,提高了串焊质量。在我们的实用新型红外线灯箱1中,加热段121的设计也进行了改进。背离出射窗口10a的一侧表面,我们涂覆了一层遮光材料层或反光材料层。这种设计可以有用地提高红外光的利用率,从而提高串焊效率。当红外光线从加热段121的表面射出时,它不会被箱体10的顶端方向反射,而是被遮光材料层或反光材料层吸收并重新利用,这无疑会增加串焊过程中的效率。通过采用这种新型的红外线灯箱,我们可以实现更效高、更高质量的红外串焊效果。这种灯箱的设计理念创新、实用,能够适应各种复杂的串焊需求。
小片红外串焊机供料盒取片方式介绍。取片方式选择有“顺序取片”按键,点击会切换“综合取片”,顺序取片是按照以下的顺序:料盒1设定的取片数完成→料盒2设定的取片数完成→料盒3设定的取片数完成→料盒4设定的取片数完成以此循环。综合取片是按照以下的顺序:料盒1有料时优先使用→只有当料盒1缺料时,料盒2有料时优先使用→只有当料盒1缺料时,料盒2也缺料时,料盒3有料时优先使用→只有当料盒1缺料时,料盒2也缺料时,料盒3也缺料时,料盒4有料时才使用。料盒的取片数可以显示实时数和设置数,也可以进行新的设置,就拿“料盒1取片数”来举例:右边框是显示实时取完第几片,再右边那个框是显示设置该料盒的总取片数,点击就可以重新设置新的取片数。当要清掉已取的片数时,点击“清掉已取数据”,实时数就清为零。以上的联动按键一共有10个,是方便调试或维修用,点击该键会有相应的动作,不过所有动作都是在复位完成以后才允许的动作,因为有的动作涉及到驱动马达的动作,只有复位完成以后才有参照点。 红海新的小片串焊机是用什么来驱动保证线架和焊台两者中的一个相对另一个直线往复移动的位置度?
本文将为您介绍一种新型太阳能电池片串焊机的焊带移送装置。该装置能快速实现焊带移送,避免焊带掉落,同时能效率高地实施小尺寸太阳能电池片的串焊。该装置包括翻转送料机构和焊带压紧机构。翻转送料机构接收焊带裁剪装置截断形成的焊带,并将其转送至预先放置于焊台顶面的太阳能电池片上。焊带压紧机构包括悬设于焊台上方的线架、若干条由线架固定和张紧的丝线,以及用于驱动线架和焊台相对移动的驱动模块。丝线位于焊台上方的部分形成用于抵压焊带的抵压部。该装置能解决现有技术方案存在的问题,实现效率高的、准确的串焊作业,为太阳能电池片的生产提供有力支持。该机器还具有温度控制功能,可以根据焊接物的不同要求进行调整,确保焊接质量。揭阳小片串焊机压针
这款红外串焊机采用先进的技术,能够实现高精度的焊接。云南多晶太阳能板小片串焊机焊接方式
小片红外串焊机的电池片传送前后的机构介绍。传送X轴是驱动出料杆前后运动的那个机构。按其位置分为三个:等待位,传送位,切断位。此画面左边就是对此轴进行手动驱动的按钮及可以配合参数驱动的数据输入框。向左双箭头按键是顺着复位时马达的旋转的反方向的向后也就是往出料方向寸动,向后双箭头按键是向前寸动。”传送X轴等待位“按键是驱动马达旋转直接到等待位(就是复位以后的初始位置),这个位置是传送杆可以向上吸电池片直至凸轮电机上到上位后,传送杆准备向后传送。”传送X轴传送位“按键是驱动马达旋转直接到传送的位置,这个位置是传送杆向后传送一个电池片加一个片缝的距离,是传送杆到了这个位置可以向下把吸住的电池片放在焊台上进行卸放。”传送X轴切断位“按键是驱动马达旋转直接到切断位置,这个位置是传送杆向后传送一个片缝加上相邻两串的电池片之间的距离,是传送杆到了这个位置,可以向下把吸住的电池片放在焊台上进行卸放,并且这个位置是串切断模具可以上下动作对尾带进行一分为二的分离,所以称为切断位。 云南多晶太阳能板小片串焊机焊接方式
上一篇: 14栅焊片机品牌
下一篇: 广东三炮层压板串焊机焊接温度