扬州轨道交通配件精密铸造多年行业经验
南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,一般工程与结构用铸造碳钢和度铸钢,铸造中、低合金钢,铸造不锈钢及耐热钢,铸造抗磨钢,铸造特殊用钢及用钢一般的,低碳钢ZG15的熔点较高、铸造性能差,用于制造电机零件或渗碳零件;中碳钢ZG25~ZG45,具有高于各类铸铁的综合性能,即强度高、有塑性和韧性,因此适于制造形状复杂、强度和韧性要求高的零件,如火车车轮、锻锤机架和砧座、轧辊和阀门等,是碳素铸钢中应用多的一类;高碳钢ZG55的熔点低,其铸造性能较中碳钢的好,但其塑性和韧性较差,用于制造少数的耐磨件。南通方鼎精密铸造有限公司致力于提供精密铸造,欢迎您的来电哦!扬州轨道交通配件精密铸造多年行业经验
铸钢件的铸造材料很多,凡是可以熔成液态的合金材料都可以用于铸钢件的铸造。对于可塑性较差的脆性的合金材料,铸造也是惟一可行的加工成形工艺。铸钢件的尺寸精度一定。一般情况而言,铸钢件要比普通的锻件和焊接件的成形尺寸要精确。江苏南通方鼎公司拥有生产流水线铸钢件生产经验,特点是生产成本低、经济性很好,节省能源、材料的消耗是其他的金属成形工艺所不及的。NangtongFoundingPrecisionCastingCO.,LTDislocatedinNantongcityofJiangsuprovince,adjacenttothedevelopedYangtzeRiverDeltaonthenortheast,甘肃铸钢精密铸造流水线精密铸造,就选南通方鼎精密铸造有限公司,有想法的可以来电!
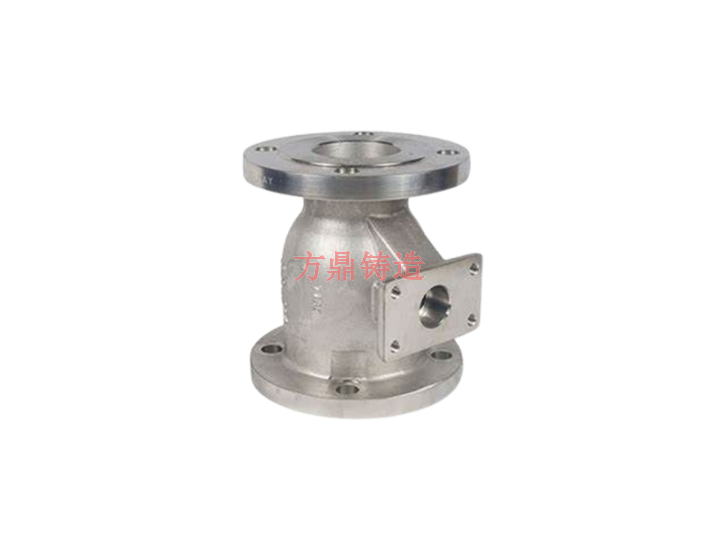
南通方鼎精密铸造有限公司生产的铸钢件的用途,几乎涵盖了所有机械设备、建筑设备、工程机械、农业机械、工具和配件等领域。随公司的不断发展,铸钢件的质量还将不断提高,为各行各业的发展提供服务。南通方鼎精密铸造有限公司生产的铸钢件精密铸件是采用石蜡制型的铸造工艺,生产具有高精度、高表面质量和良好功能性能的铸造件。精密铸件应用于航空航天、汽车、机械、电子等领域。在航空航天领域,精密铸件主要应用于航空发动机、涡轮叶片、飞机轮毂、飞机起落架等部件中。这些部件对尺寸精度和材料性能要求非常高,而精密铸件可以满足这些要求。
heproductshavebeenexportedtoUSA,UK,Korea,France,Canada,Japanandothercountries.Baseonthehighestquality,themostreasonableprice,thebestreputationandthemostsatisfyingcustomerservice,thecompanyhaswonmuchapprovalfromcustomersandhaseoneofthebestsuppliersforthem.铸钢可按其化学成分分类,分为碳钢和合金钢。也可按其使用特性分类,分别为工程与结构用钢、合金钢、特殊钢、工具钢、和专业用钢等。铸钢的两种分类南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,南通方鼎精密铸造有限公司致力于提供精密铸造,有需求可以来电!

熔模精密铸造的优点就是由于熔模铸件有着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。由此可见,采用熔模精密铸造方法可大量节省机床设备和加工工时,大幅度节约金属原材料。南通方鼎精密铸造有限公司的熔模精密铸造工艺,可以精密铸造各种合金的复杂的铸件,特别可以精密铸造高温合金铸件。如很难加工的曲面内腔,其流线型外廓与冷却用内腔,用机械加工工艺几乎无法形成。用熔模精密铸造工艺生产不仅可以做到批量生产,保证了铸件的一致性,而且避免了机械加工后残留刀纹的应力集中。南通方鼎精密铸造有限公司为您提供精密铸造,有需求可以来电!陕西硅溶胶精密铸造供应商
南通方鼎精密铸造有限公司为您提供精密铸造,有想法可以来我司!扬州轨道交通配件精密铸造多年行业经验
一般情况下,精密铸造件尺寸精度是受铸件结构、铸件材质、制模、制壳、焙烧、浇注等多方因素影响的,其中任何一个环节设置、操作不合理都会使铸件的收缩率产生变化,导致铸件尺寸精度与要求有偏差。以下是可造成精密铸件尺寸精度缺陷的因素:(1)铸件结构的影响:a.铸件壁厚,收缩率大,铸件壁薄,收缩率小。b.自由收缩率大,阻碍收缩率小。(2)铸件材质的影响:a.材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。b.常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×100%,LM为型腔尺寸,LJ为铸件尺寸。K受以下因素的影响:蜡模K1、铸件结构K2、合金种类K3、浇注温度K4。(3)制模对铸件线收缩率的影响:a.射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模终尺寸的影响很小。扬州轨道交通配件精密铸造多年行业经验
上一篇: 北京合金钢精密铸造有限公司
下一篇: 河北精密铸造排名