智能井盖实验室用串焊机联系方式
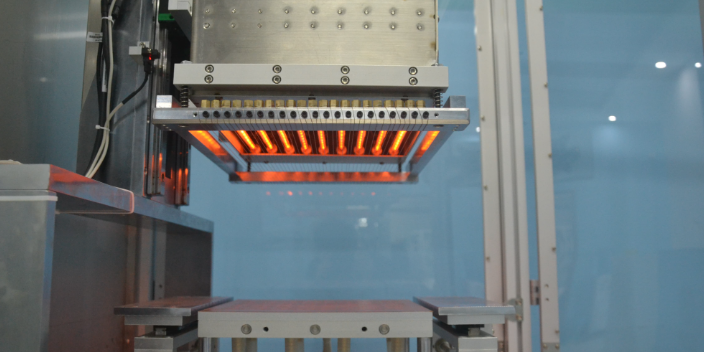
在其机台主要结构中,自动红外焊接机构、简易焊台及夹具、简易安装板及机柜、触摸屏以及PLC管控器共同构建了一个效率高、准确、易操作的工作单元。这个独特的组合使得该设备在焊接作业中能够展现出优势,无论在提高生产效率还是提升焊接质量上,都做出了明显的贡献。自动红外焊接机构是这套设备的主要部分,它利用红外线技术,能够在短时间内产生集中能量,使得焊接过程快速而效高。该机构的准确度比较高,能够实现焊接位置的准确对准,从而确保了焊接质量的稳定性和一致性。红海新实验室用串焊机的设备峰值功率为13KW,平均功率低于10KW。智能井盖实验室用串焊机联系方式
实验室用串焊机
有一项重要的焊接参数——“下软限”。这个参数是根据实际需求设置的,框制住焊接机构的向下运动限度。它的作用是保护焊接过程中不会出现顶针碰撞等危险情况。同时,“预焊功率”也是不可忽视的参数。在自动运行时,它预热焊灯,让焊接机构更快进入工作状态。而“预焊时间”则是在“预焊位”时的停留时间,为焊接过程提供了保障。完成焊接后,“冷却时间”确保焊接机构不会立即回到待机位,而是在时间结束后散热,避免损坏焊接部件。“挡板”则是解除检测到挡板没在机台上的条件,只有挡板在机台上,焊接机构才能进行焊接操作。这些关键参数的调整和科学操作,都离不开专门的人员的指导和保障,以确保自动运行时有保障。让您的焊接工作更加效率高。 深圳交通警示灯实验室用串焊机价钱红海新实验室用串焊机的设备净重量为300KG。
在当今能源紧缺的时代,太阳能电池片成为了绿色能源领域中的一颗璀璨明星。为了更好地研究、开发、生产太阳能电池片,实验室用串焊机成为了这个领域中不可或缺的重要设备。当今,我们要向大家推荐一款高效、准确、节能的电池片实验室用串焊机,让您在太阳能电池片的研究和生产中更上一层楼。这款串焊机电压为220V,频率可在50~60HZ之间调节,电流可达60A。它采用先进的的技术,具有高效、准确、节能等优点,使电池片焊接过程更加顺畅、快捷。它的焊带要求直径不超过,适用166电池片,9BB间距为。在实验室中,这款串焊机可广泛应用于各种电池片的焊接工作,如单晶硅、多晶硅、非晶硅等。它的高效性和准确性,可以大提高电池片的焊接质量和生产效率。同时,它的节能设计也能帮助实验室在电池片生产中降低能源消耗,节省成本。使用这款串焊机,您可以轻松实现以下操作:1.设备安装:只需按照操作手册中的说明进行安装,即可轻松完成。2.焊带规格选择:根据所需焊接的电池片规格,选择相应直径的焊带即可。3.焊接参数设定:通过设备上的操作面板,可根据需求调整焊接参数,实现比较好的焊接效果。与其他竞品相比,这款串焊机在高效、稳定、节省时间、成本低等方面具有明显优势。
第二条(主要功能及描述说明)如下:1.手工把电池片放在焊台上。2.机台复位时,在准备就绪阶段,焊台是远离焊灯位置(上料位,方便上料),手工把电池片放在焊台上(有夹具附件做参照,确保电池片位置的重复精度)。3.确认放好片后,打开焊台的真空阀门(焊台是多组气路,根据实际上的不同的电池片尺寸,可以单独开对应的阀门)。4.人工把焊带(铜带是已通过附有的自动供料机构拉直的、取好长度且上过助焊剂的)贴在要求焊接的电池片正面的栅线上(焊台上装有对焊带的夹具,须要需方提供栅线的间距及焊带的尺寸)。5.只要按自动按钮,进入自动运行状态。焊台会自动运行到焊接位置。焊接机构下降至压网压住焊带的合适位置也就是设定的高度(同时开启了预热功率),并按设定的功率及焊接时间(附加冷却时间)完成焊接。完成后再保留设定的冷却时间(回到预热功率),之后再以设定的速度上升到设定的位置(直至移开到方便取卸焊接后的产品位置)。以上的“设定”是各自的参数化设计,可以根据实际情况进行设定。除了在人机界面上可以设定参数,还可以看到相关的提示或报警信息,还可以在上面触点相应的软按钮来替代按钮开关的操作。6.焊台返回到上料位置,人工取走焊好的电池片。 红海新实验室用串焊机的案例有多少?

实验室用串焊机配置方案五的功能。1.将焊带放置到供料轴上,自动供带取长。2.机台复位时,在准备就绪阶段,焊台是远离焊灯位置(上料位,方便上料),手工把电池片放在焊台上(有夹具附件做参照,确保电池片位置的重复精度)。3.确认放好片后,打开焊台的真空阀门。4.触点自动按钮,进入自动运行状态。焊台会自动运行到焊接位置。与此同时,拉带机构与供带机构会配合动作。焊带夹爪前去拉取焊带,整形机构压紧焊带,经过一段整形长度也即拉直的动作过程,再到剪切模具,焊带经过剪断之后,被拉到设定的放带位置。上助焊剂是在整形与烘干之间,烘干在上助焊剂与模具之间。只要焊带有运动过程上助焊剂与烘干就同时在进行。5.在拉带机械手卸带以前,有一个交替的压带机构动作。6.焊灯以设定的速度下降到设定的高度(同时开启了预热功率),再以设定的功率及时间进行焊接,完成后再保留设定的冷却时间(回到预热功率),之后再以设定的速度上升到设定的位置。7.焊台返回到上料位置,人工取走焊好的电池片。8.人机界面也可以结合按钮开关,来操作复位、运行、急停等,机台上还有相应的警示灯(三色报警)或蜂鸣提示。 实验室用串焊机怎样实现光伏组件中串焊用的助焊剂活性分析实验?航空用实验室用串焊机视频
助焊剂活性分析要选用哪种配置的实验室用串焊机?智能井盖实验室用串焊机联系方式
实验室用串焊机的焊灯参数。1.涉及焊灯主要的参数“焊时功率”及“焊时时间”在主画面可以设置。2.其它的参数在参数设置画面里可以设置。3.参数会实时显示“当前的焊时轴脉冲数”及要到焊时位置所设的“焊时目标脉冲数”另外还可以设置4个参数:“焊时脉冲受限数”,这个的目的是限制保护不超下行程;“焊时点动速度”,就是可以手动点焊灯运动的速度;“压前焊后速度”,就是“压带前位”以新的速度向下到达“焊时位”的那个速度;“焊时速度”就是按自动按钮,焊时机构上或下的速度。其它的设置有“灯预热功率”,焊灯焊时时也有另外一个功率,这个是焊时前的功率;“预焊时时间”,焊时前的延时,也就是说,过了这个时间就焊时。“焊时伺服加减速时间”,在起动或接近结束都有一个加减速的时间,越大越平稳;“焊后等待延时”,完成相应动作以后,再过这个时间才启动下一个动作。 智能井盖实验室用串焊机联系方式
上一篇: 智能手机实验室用串焊机联系方式
下一篇: 自驾游房车实验室用串焊机厂家电话地址