工业YAMAHA多轴示教器
TS-SHTRANSERVO机器人定位控制器可控制的机器人:TRANSERVO支持CE标记:○支持现场网络:CC-Link、DeviceNet、EtherNet/IP、PROFINET运行方式:坐标跟踪/远程命令输入电源:控制电源DC24V±10%马达电源DC24V±10%位置监测:原点复归/增量式原点复归
TS-SD脉冲列指令输入的机器人驱动器可控制的机器人:TRANSERVO支持 CE 标记:○支持现场网络:-运行方法:脉冲列点位个数:255点输入电源:主电源 DC24V±10% 控制电源 DC24V±10%原点复归的方式:增量式 YAMAHA雅马哈机械手的智能化和自动化程度高,可以提高生产效率和质量。工业YAMAHA多轴示教器
洁净型单轴机器人TRANSERVO(SSC), FLIP-XC在主机上部配备高耐久性不锈钢板。可垂直使用洁净度:CLASS10抽吸量:15~90Nℓ/min行程:50~2050mm搬运重量:1~120kg
TS-S2TRANSERVO 系列 机器人定位器可控制的机器人:TRANSERVO支持 CE 标记:○支持现场网络:CC-Link、DeviceNet、EtherNet/IP、PROFINET运行方法:点位跟踪、远程命令、联机指令点位个数:255点输入电源:主电源 DC24V±10% 控制电源 DC24V±10%原点复归的方式:增量式 智能雅马哈两轴机器人华东地区代理雅马哈机器人的“企业理念”由3大理念和指针所组成。

提高生产效率为优先条件。但,无法在生产启动上耗费太多的时间……为追求进一步提高生产率,E公司着手进行全公司业务改善。提高产量也就成了生产部门的首要课题。围绕这一课题,生产部门开始考虑生产设备的替换问题。其中,作为提高生产率的有效手段之一,考虑了是否采用机器人视觉系统。但,对机器人视觉系统,负责控制的人员却表示担心。“以前,在构建视觉系统时,出乎意料地耗费了很多时间。结果延迟了生产线开始运转的时间,尝过苦头。不想再经历一次了”负责人U先生回顾道。
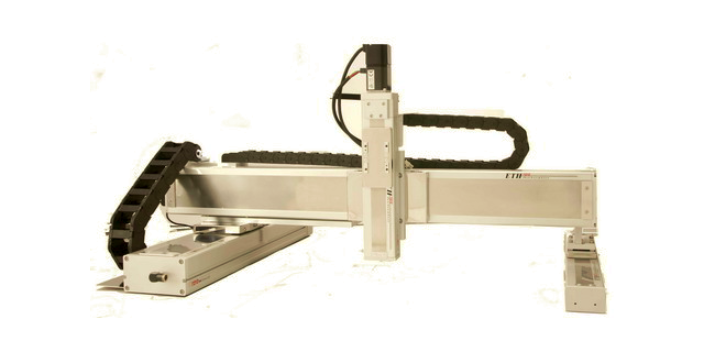
[使用滚珠丝杆单轴机器人]考虑到危险速度的影响,在工件交接时会存在风险使用长滚珠丝杆单轴机器人,降低速度后使用将全行程进行分割,使用多个单轴机器人交接工件由于使用皮带单轴搬运,所以重复定位精度下降.
无滚珠丝杆那样的危险速度!线性马达单轴机器人的魅力在于没有滚珠丝杆的危险速度。即使长距离搬运,最高速度也不会下降。另外,最大行程为4m。在长距离搬运工序中可以大幅缩短周期时间。与滚珠丝杆单轴机器人不同,由于滑动部和旋转部位较少,因此很安静。而且,线圈和磁芯为非接触式,不会发生磨损,可以长期使用。 YAMAHA雅马哈机器人还具备学习能力,可以根据用户的需求和喜好进行个性化定制。

母程序与子程序执行时的常见问题应用RUN命令启动子程序时,必须留意以下几个方面。母程序若执行前行/后退,子程序也同歩执行前行/后退。*母程序需执行前行/后退时,必须在监控画面中完毕子程序后,再执行前行/后退。*子程序需执行前行/后退时,只必须挑选子程序执行前行/后退,不用完毕母程序。执行后退时,*执行姿势命令。在母程序与子程序中间应用存储器同歩执行后,在后退执行里将不同歩后退,这时母程序和子程序**执行后退。等候子程序完毕后,期待运行其他子程序时,应用存储器命令和等候命令按如下图所显示方法开展步态分析。下例中,早已在程序A的第7行中示教等候0.01sec。这是由于在程序B中从执行R[1]=1后到程序运行完毕截止,必须消耗一定的解决時间。若在程序A中省去第7行的等候0.01sec,则在执行第8行程序的时候会产生不正确警报。多个任务运行监管使用雅马哈YK-TW时,搬运重量:5kg与同等机型相比,可实现*大 5kg 的搬运重量。雅马哈直线电机华东地区代理
YAMAHA雅马哈机器人还具备自主导航功能,可以在室内环境中自由移动。工业YAMAHA多轴示教器
目标锁定传送工序。进行提高托盘传送速度的试验,结果却是产生了损耗。尽管如此,也不能放弃。以M先生为中心组建了项目组,并决定以缩短传送工序的传送时间为目标,开始了试验。项目组考虑的方法是提高传送带传送托盘的速度。因无法调整速度,结果碰撞挡板时的冲击力过大,导致工件偏位、托盘损坏等产生了损耗。这次调整使生产线停了产,降低了生产效率,陷于了恶性循环。此外,生产系统也存在问题。反复进行了布局变更、增设了生产线的工厂内,已不存在再次增设生产线的空间了。现有的生产线转产时很费工时,不适合应对小批量的生产。“虽然设想过……,但缩短生产节拍的难度仍然超过了想象。”(M先生)项目组想不出解决办法,一筹莫展。工业YAMAHA多轴示教器
上一篇: 自动化雅马哈多轴示教器供应
下一篇: 进口YAMAHA四轴机器人价格