金华自动视觉点胶机定制
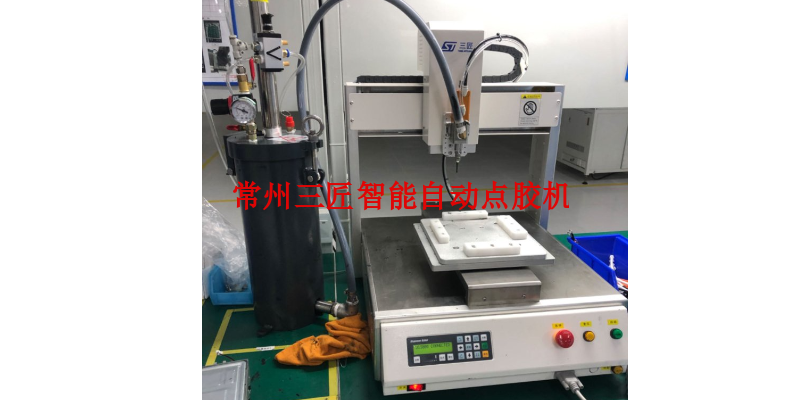
桌面点胶机即放在桌上的点胶机,需要一个工作桌,常用的机型有331,441,551这种机型的特点就是交货快,灵活,兼容性高,价格低,维护简单,能够实现快速投产,点胶的功能和效果跟在线机一样,产品在它的行程覆盖范围内,只需要制作简单的治具,即可马上投入生产,它还有另一个优势就是在产品换代时,也能够通过更换治具,轻松实现产线转换,还有一种叫落地点胶机,是桌面点胶机的衍生品,不需要桌子了,好处是机架的牢固性肯定是比工作桌好很多,行程也能做的更大。在线机型的特点是全自动化,不需要人工上料,产品从上游流入,加工完成后从出口流出,现在有多的在线机型都使用了直线电机,实现了高速精度高,效率和稳定性非常高,而且不需要太多的人工,在目前老龄化趋势的背景下,在线机是未来发展的趋势,但是它目前的问题是,交期相对较长,设备的通用性不是太高,需要制作和整线匹配的治具,因为是嵌入整条产线中,所以调试和维护的复杂程度就很高。总结一下两种方式的特点:桌面机更适合快速落地,初次低成本投入,灵活换线的产线规划;在线机适合高速精度高,省人工,中长期的产线规划。购买落地式点胶机请找常州三匠智能科技有限公司,欢迎来电详谈。金华自动视觉点胶机定制
目前点胶时常常遇到的问题是胶粘剂与设备的匹配问题,希望在点胶过程中胶点是一个馒头型,且在未装配透镜前,胶点的馒头型保持率好,胶点形状无变化,这就需要胶水在常温下的黏度高,触变性好,这样才能使胶点在形成后形状保持良好。在实际点胶过程中,喷射阀跟柱塞阀不同,在高速喷点的时候,如果黏度太高,胶粘剂就喷不出来,容易粘在出胶嘴,形成不了完整的点;黏度太低,胶点的形状保持性又不好,而且还容易产生散点,拖尾的现象,影响灯条点胶质量。所以,设备和胶粘剂的匹配度很关键。喷射阀在用于低黏度流体的点胶时,如底填胶,一般使用0.2mm的喷嘴,但当使用上万黏度且带有触变性的胶粘剂时,就无法有效划线或打点,所以高黏度胶粘剂使用时,除了喷嘴温度设置外,喷嘴的口径选择也很关键。例如在诺信S-800平台,使用DJ-8000喷射阀,出胶口加热温度40°C,气压0.17MPa。扬州四轴点胶机购买双Y轴点胶机请找常州三匠智能科技有限公司,欢迎来电详询。

点胶过程是一个时变动态的系统,系统的动态特性随时间变化。改变和改变。此外,空气是可压缩的,因此很难控制分器分配量的准确性和一致性。点胶针的合理选择方法根据胶水的形状,选择小点:针头小、压力小、时间短;大点:针头大,压力大,时间长;厚胶:斜针,高压,根据需要设定时间;水相:针头小,压力低,根据需要设定时间;根据胶水的性质选择1、瞬间胶:水性瞬间胶用安全活塞和铁氟龙内衬金属针,厚瞬间胶用锥形斜针,柔韧性要求用PP针;UV胶:使用琥珀色注射器、白色活塞和斜针(可以屏蔽紫外线)。如果您使用其他类型的针头,请向我公司订购能屏蔽紫外线的针头;光固化胶:使用黑色不透明注射器、白色活塞、能阻挡紫外线的针头;厌氧胶:使用10CC注射器和白色PE活塞;密封胶和膏状流体:如果使用白色活塞回弹严重,请切换到安全型并使用斜针。
在制造业中,点胶机是很常见的一种设备,经过多年的发展,这种设备的技术有了很大的提升,满足了不断发展的制造业需求。视觉点胶机就是目前非常受欢迎的一种点胶设备,它采用了先进的视觉系统和控制系统,整体的自动化程度高,且功能丰富,满足了多种场景的点胶作业需求,下面就来介绍一下这种点胶机的优点。点胶精度和效率高在过去,人们使用的点胶机功能都比较简单,很大程度上依赖于人工的操作,所以在点胶的效率和精度方面都不高。而视觉点胶设备采用了先进的视觉与控制系统,能够进行更高精度的定位,在精细加工领域发挥了很大的作用。而且它的控制系统完善,实现了全自动化,这样一来在点胶效率方面同样非常高,创造了更大的价值。购买点胶机请找常州三匠智能科技有限公司,欢迎来电沟通。

如设备过长时间不用,需要将点胶阀和喷涂阀清洗。清洗点胶阀体时所有部件不可用刀片或者尖锐物体去刮,需要浸泡清洗剂,再做清洗。更换胶水时,一定要将针筒或压力桶的供气气压完全泄压后再开盖作业,防止伤人危险。操作机器员工需佩戴防UV光护目镜,防止机器UV照射工作时,伤害眼睛。设备编程使用的示教编程器,切勿带电插拔,插拔前,请关闭机器电源。操作人员,放料和取料作业时,一定要等设备运动轴停稳后,方可进行作业,防止机械伤人。需要经验丰富的电气人员定期进行电气柜内检查作业,如有元器件损坏或老化,需及时更换或维修处理。购买桌面型点胶机请找常州三匠智能科技有限公司。金华自动视觉点胶机定制
购买双Y轴点胶机请找常州三匠智能科技有限公司,欢迎来电询价。金华自动视觉点胶机定制
接触式点胶常见问题的解决方法以密封胶在平面密封时打胶为例,总结点胶过程中遇到的问题。胶条出现粗细不一致,胶线不饱满原因分析:划线时,胶水是先到达点胶面,然后随着出胶量的增加,由下而上的填充成型,一般胶条剖面是呈半圆形;出现S型,主要是点胶嘴与基板高度过高,胶水没有到达底部,点胶头已经离开该位置,所以胶条被拉成粗细不一致,胶线不饱满。解决方法:调整点胶高度,主要是降低点胶高度,直到胶线粗细一致为止。做平面密封时,打回形或圆形胶条,在开头和收尾处出现衔接不好的问题。原因分析:开始时,出胶较少或较多,造成出胶少或者多,达不到理想的量;收尾时,断胶困难,或关胶不及时,造成出胶量大,每次点胶,重现性差,不稳定。解决办法:出胶时间和位置的控制,与胶阀的灵敏性有关,一般将普通的时间压力式出胶的出胶头加装气动控制阀,这样出胶时间和位置与胶粘剂中压力无关,只与控制阀有关,而控制阀的开关只与输入的信号有关,与胶粘剂压力无关,这样就可以实现流体的快速开关和一致重现性好的要求。金华自动视觉点胶机定制
上一篇: 南京硅胶点胶机价格
下一篇: 台州双组份点胶机价格