常州管材成型自动化生产线解决方案
自动化生产管件的模具与一般管件模具生产的产品比较(1)由于自动化生产的模具浇口采用潜伏式浇口,产品顶出时,流道与产品自动分离,浇口自然平整,而一般管件模具直浇口,需人工进行修剪,既耗人工,浇口也粗糙不平。(2)自动化生产的管件模具一开始就考虑到了顶针与型芯的可能碰撞,设计成顶耳形式,哪怕是顶针没有完全复位,型芯也不会碰伤顶针。产品表面没有顶痕,外表美观。通过本文的分析,PVC-U排水管件生产实现自动化是完全可行的。即生产从控制原料输送、注塑机制品生产、制作适应自动化生产的标准化模具、产品输送以及入库和出库等环节,从而实现管件生产的全自动化。自动化生产线可以在24小时内持续运行,提高生产能力。常州管材成型自动化生产线解决方案
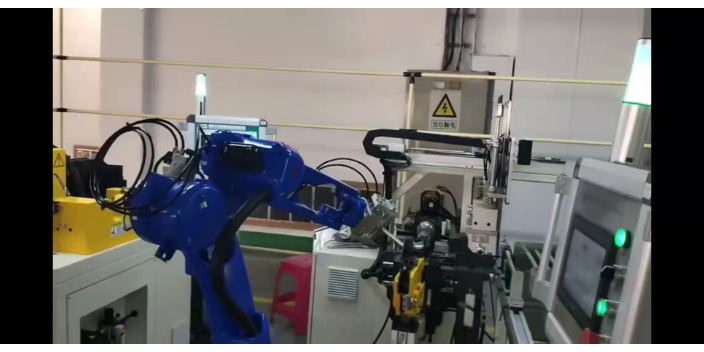
自动化生产线
自动化生产线的抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为:HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自动化生产管件的模具与一般管件模具生产的产品比较。。宿迁管路成型自动化生产线解决方案自动化生产线可以减少生产过程中的人为判断和决策。
自动化生产线产品与流道料的自动输送系统,该系统有两种常用的方式:一种是产品和流道料从注塑机模具中顶出后,直接掉入注塑机下面坑道内的皮带输送系统,通过此皮带将产品和流道料输送到集中包装区;另一种是通过机械手将产品和流道料直接放入注塑机旁的皮带输送系统,同样通过皮带将产品和流道料输送到集中包装区。这两种方式一个共同的地方就是在皮带的出口,也就是集中包装区都设有一个大的转盘,所有的产品和流道料在转盘处由工人进行分检和包装。实现以上四个方面的自动化时,整个注塑机作业区就可以实现无人化和熄灯作业,只需工作开机前进行换模和调试时在场操作,正常生产时,有安排少量人员在包装区作业。这样整个生产环节,除检验和包装外,基本上实现了生产的自动化。
早在二十世纪九十年代,PVC-U排水管件模具主要是由各模具厂家根据客户特定的订单进行组织与生产,模具及零件的制作按单件设计与制造。不但成本高,效率低,质量不稳定,甚至交货期通常也较长。正因为模具制作存在以上的诸多问题,所以各模具厂家在管件模具的标准化设计与制作上逐步走向统一。总的原则是:管件模具模架部分交给专业模坯厂家制作;模具外零件实行标准化设计和批量制作;模具厂家根据客户订单要求,只加工型腔和型芯部分(主要加工型腔、型芯、水道以及产品成型部位),这样的好处是:模具车间生产组织计划性强;外标准件平时可以投入批量制作;标准件制作可以提高效率,并保证质量的稳定;可以很缩短模具的交货期;由于标准件批量的制作,相对单件来说成本低,提高模具厂家的竞争力。自动化生产线可以提高生产效率,降低成本,并减少人为错误。

管件生产自动化主要表现在,配方原料必须经过专业厂家造粒,通过专门的原料罐车送至管件生产厂家。在高压泵的作用下将原料压入一个巨大的储料罐中,后通过集中供料系统输送到每台注塑机的料斗中。注塑机中生产的管件产品有的从机台中自动掉入注塑机下的输送带传送出去,有的通过机械手放入注塑机旁的输送带传送,在皮带出口安装一个大转盘,由工人在转盘处进行集中分类装箱。由于国外原料在出厂前经过严格的检测,保证了产品性能和质量的稳定,故在产品检测方面只在转盘处随机抽样检测,工人只进行分类包装和贴标签,至于每箱的数量用电子称进行称量,具体做法是将包装箱直接放在电子称上,达到装箱重量就封口,贴标签。包装好的产品码放在专业托盘上,由叉车司机送入立体仓库入口处,通过立体仓库自动运输系统送入规定的仓位,品名数量随即计入仓库计量系统。自动化生产线可以提高生产过程中的协调和协作能力。宿迁管材自动化生产线直销
自动化生产线可以提供更好的生产计划和排程管理。常州管材成型自动化生产线解决方案
PVC-U管件生产实现自动化必须要从以下几个方面考虑:(1)原材料的自动供料系统,该系统要求计量准确,输送可靠,即当注塑机料斗中的原料达到比较高量的时候或者用量达到比较低量的时候,远程控制系统能够自动控制料斗入口处闸门的关闭或是开启,实现原材料的自动供给。(2)注塑机的自动化控制系统,包括温度控制系统,开模、抽入芯、顶出、锁模等动作的自动化控制,以及用于机械手的控制系统。在一个成型周期时间内,每个动作元素及相关的动作时间均能按照预先输入到计算机内的参数自动运行。常州管材成型自动化生产线解决方案
上一篇: 常州管材自动化生产线生产厂家
下一篇: 南通全自动化生产线改造