小便携切割机厚度
如何评定数控等离子切割机质量好坏?一个好的切割面其倾斜度应在30以下,割纹深度应在0.15mn以下,且挂渣少,容易消除。在电压、电流稳定的条件下,影响切割质量的因素除了电极、喷嘴本身质量以外,主要还有二个方面的原因:一是割嘴高度与稳定·二是切割速度与工作气乐的匹配。割嘴离钢板的高度当采用弧压调高器来控制时,因其动态定位精度可达土0,013,所以能保证割嘴与钢板的高度保持不变,故切割面的倾斜度小而均匀,且光洁度好。当用手工来调节割嘴离钢板的高度时。被切钢板要尽量放平,以减少割炬的调节次数。保证割炬切割过程中的稳定。本文采用手工调节方式,将割嘴离钢板的高度控制在6~8。江苏锐凌焊割科技有限公司为您提供切割机,有想法可以来我司咨询!小便携切割机厚度
切割机
检查焊机水箱冷却水水位,及时补充冷却液(纯净水加少许工业酒精即可);完成1-8项的工作外,执行周检的所有项目。焊接机器人的维护保养工作由操作者负责,其中人员分配如下:每次保养必须添写保养记录,设备出现故障应及时汇报给维修,并详细描述故障出现前设备的情况和所进行的操作,积极配合维修人员检修,以便顺利恢复生产!公司对设备保养情况将进行不定期抽查。建议操作者在每班交接时仔细检查设备完好状况,记录好各班设备运行情况。云南等离子切割机保护帽切割机,就选江苏锐凌焊割科技有限公司,有需求可以来电咨询!

但单独使用空气切割时,会有挂渣以及切口氧化、增氮等问题,而且电极和喷嘴的寿命较低也会影响工作效率和切割成本。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压增大,从而使电弧功率提高,但同时也会使暴露在环境中的弧长增长。弧柱损失的能量增多。氮气是一种常用的工作气体,在有较高电源电压的条件下,氮气等离子弧有较好的稳定性和比氮气更高的射流能量,即使是切割液态金属粘度大的材料如不锈钢和镍基合金时,切口下缘的挂渣量也很少。
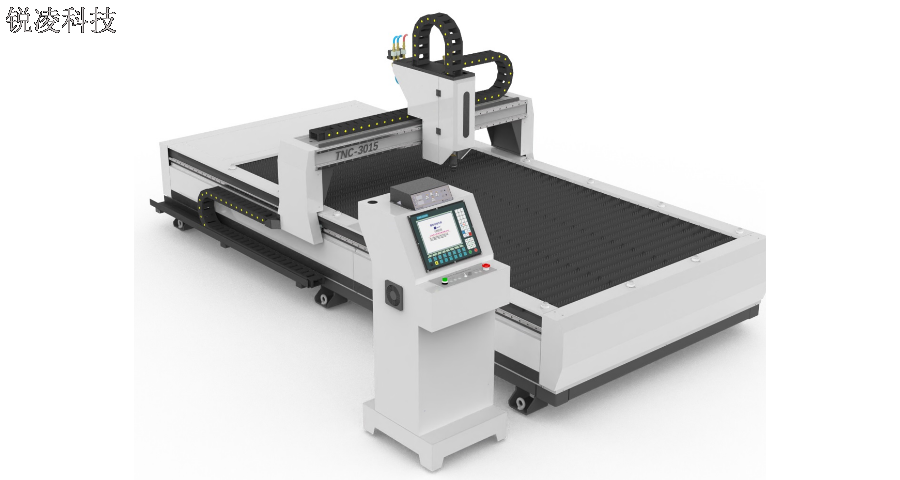
等离子火焰切割机入门介绍:概述:等离子火焰切割机是一种利用高温等离子体进行金属切割的设备。它具有高精度、高速度和高效率等特点,因此在金属加工行业中得到了广泛应用。本文将对等离子火焰切割机进行详细的入门介绍,包括其工作原理、结构组成、操作流程、维护保养等方面。工作原理:等离子火焰切割机的工作原理是利用高温等离子体将金属材料切割成所需形状。首先,将氧气和燃气(如乙炔)混合后点燃,产生高温火焰。然后,将高压气体(如氮气)注入火焰中,产生等离子体。江苏锐凌焊割科技有限公司为您提供切割机,期待您的光临!
氧-燃气、等离子、激光或水射流,切碳钢板的方法有很多,其中有些适合自动切割,有些则不适合。有些适合切割薄板,有些适合切割厚板。有些切割速度快,有些切割速度慢。同时设备的成本和使用成本,切割的精确度也是需要考虑的方面。本文将简要介绍 CNC 数控切割机上使用的四种切割方式,比较各种工艺的优势与劣势,提供一些可用于确定哪种切割方式较适合您应用的标准。氧-燃气割炬切割或火焰切割是目前为止用于切割碳钢的时间较长的切割工艺。所用设备和耗材价格相对低廉。切割机,就选江苏锐凌焊割科技有限公司,用户的信赖之选,有想法可以来我司咨询!数控等离子切割机割嘴
切割机,就选江苏锐凌焊割科技有限公司,让您满意,欢迎您的来电哦!小便携切割机厚度
割炬中的电极、喷嘴在使用过程中不能松动,电极须用使用板手旋紧,每次使用前必须查看,见有松动随时用使用扳手旋紧,但不能使用活络扳手之类的工具。在正确使用数控等离子切割机进行高质量的快速切割的时候,必须对切割工艺参数进行深刻地理解和掌握,只有这样的情况下才能使等离子切割设备发挥其较大功效,其切割的工件也会达到较佳的效果,下面锐凌科技就为大家讲解一下等离子数控切割机在切割工件工作时机用等离子电源的切割电流调节参数,供广大用户参考学习。小便携切割机厚度
上一篇: 四川激光切割机厂家价格
下一篇: 福建低功率激光切割机切不锈钢