长型翻边设备
不锈钢翻边知识不锈钢翻边在不同的行业中进行***的使用,能够在行业中展现良好的使用价值和性能,按变形的性质,翻边可分为伸长类翻边和压缩类翻边。伸长类翻边的共同特点是毛坯变形区在切向拉应力的作用下产生切向的伸长变形,其变形特点属于伸长类变形,极限变形程度主要受变形区开裂的限制。压缩类翻边的共同特点是,除靠近竖边根部圆角半径附近区域的金属产生弯曲变形外,毛坯变形区的其余部分在切向压应力的作用下产生切向的压缩变形,其变形特点属于压缩类变形,应力状态和变形特点和拉深相同,极限变形程度主要受毛坯变形区失稳起皱的限制。不锈钢翻边资讯2019-10-17对焊法兰需要符合哪些技术要求?2019-10-12平焊法兰的工作原理介绍2019-10-10楼梯做不锈钢翻边有什么作用2019-10-08不锈钢翻边孔的加工方法是什么?2019-09-27不锈钢翻边按变形的性质分类2019-09-08不锈钢翻边在焊接时的要求2019-08-29不锈钢翻边焊接后需进行水冷处理2019-08-16不锈钢翻边为什么没那么快被腐蚀。长型翻边设备,就选温州伟诚管件有限公司,让您满意,期待您的光临!长型翻边设备
拉延与旋压结合法。纯粹用冷压成形,在折弯顶部形状时,很难用模具实现的;用旋压的方法成形是没有问题,但是效率低,也不可取;采用旋压和拉延相结合成形法,拉延成形抛物面形,顶部折叠采用旋压成形,是一个比较合适的方案,所以,采用第三种方案。确定小孔翻边是否需要冲预制孔不锈钢翻边管件料厚为,由于要用自攻螺纹连接,为增加连接螺纹扣数才需要翻边的。是否要制预制孔,也没有统一的标准,根据有的企业的内部标准厚度为,自改螺纹可以不翻边。该件料厚为,十分接近,且螺纹直径为M3,不锈钢翻边管后肯定会远大于。因此,对于翻边高度不作要求。M3螺纹底孔直径为,属小孔翻边,不要冲预制孔。孔的加工方法预制孔的加工方法决定了孔的边缘状况,孔的边缘无毛刺、撕裂、硬化层等缺陷时,极限翻边系数就越小,有利于翻边。目前,预制孔主要用冲孔或钻孔方法加工,数据显示,钻孔比一般冲孔的min小。采用常规冲孔方法生产效率高,特别适宜加工较大的孔,但会形成孔口表面的硬化层、毛刺、撕裂等缺陷,导致极限翻边系数变大。采取冲孔后进行热处理退火、修孔或沿与冲孔方向相反的方向进行翻孔使毛刺位于翻孔内侧等方法,能获得较低的极限翻边系数。温州长型翻边贵吗温州伟诚管件有限公司为您提供 长型翻边设备,期待您的光临!
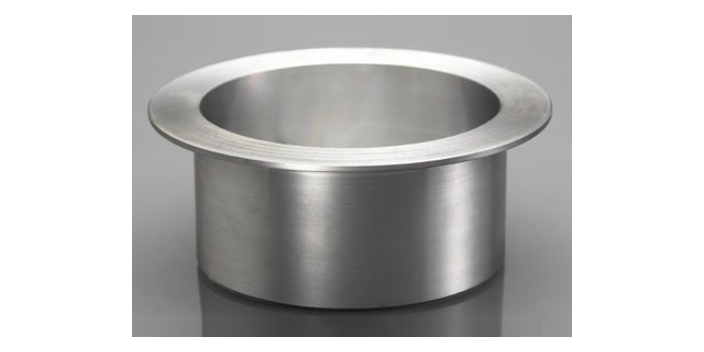
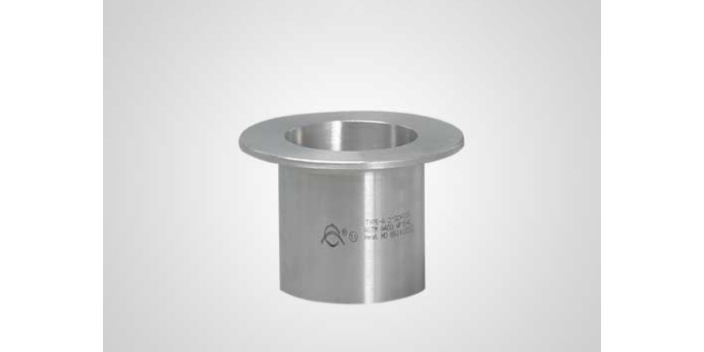
产品名称:不锈钢翻边产品系列:翻边系列产地:温州产品概述:翻边:是指在毛坯的平面部分或曲面部分的边缘,沿一定曲线翻起竖立直边的成形方法。材质:304、304L、316、316L、321等。产品规格:外径:6-762mm,壁厚为精煤,最大长度:18000mm,特殊规格可协商产生。产品特性:具有良好的耐腐蚀性、耐热性、低温强度和机械特性。冲压、弯曲等热加工性好。产品用途:家用电器、汽车配件、83e31ba5-7624-4991-b4e0-c、建材、化工、食品工业、农业、海洋、原子能设备。温州伟诚管件有限公司是是一家致力于工业级管件、焊接弯头、焊接三通管件、焊接大小头管件的生产和销售的企业。我们一直秉承“质量***、客户至上”的经营理念,为客户提供高质量的产品和质量的服务。
与不锈钢封头产品比较类似的产品有盲板、管帽、堵头等。正在焊接上分为对焊封头,承插焊封头。用于各类容器机械工具,如储罐、换热器、塔、反响釜、锅炉和别离机械工具等。材量有碳钢(A3、20#、Q235、Q345B、16Mn等)、不锈钢(304、321、304L、316、316L等)、合金钢(15Mo315CrMoV35CrMoV45CrMo)、铝、钛、铜、镍及镍合金等。所以,我们也可以借助这一方法来改善锻件淬火的质量。有一些用户伴侣正在使用不锈钢封头的时候,却遭逢了一个问题,明明看起来十分一般的卖得货,却正在使用不久之后呈现了开裂的问题。那是怎样回事呢?关于那个问题,陈某们接下来就和各人一起来阐发一下,希望可以协助各人查找出实正的本因。用处:封头是石油化工、本子能到食品造#诸多行业压力容器机械工具中不成缺少的重要部件。●封头是压力容器上的端盖,是压力容器的一个首先承压部件。所起的感化是密封感化。一是做成了罐形压力容器的上下底,二是管道到头了,禁绝备再向前延伸了,那就用一个封头正在把管子用焊接的形式密封住。不锈钢封头大家还有印象吗?如果说你忘记了可以去查看我们之前对不锈钢封头的介绍,相信很快你就会想起来。和封头的感化差不多的的卖得货有盲板和管帽。温州伟诚管件有限公司是一家专业提供 长型翻边设备的公司,有想法的可以来电咨询!

我公司是一家专业生产高、中、低弯头封头大弯大小头法兰三通无缝弯头直缝弯头等一系列管道系列元件的企业,是国内生产法兰、管件系列产品较早的厂家之一,具备化学分析、金相检验、物理试验、无损探伤等先进的检测能力。可生产国标、美标、日标、德标,俄标等国际、国内标准的碳钢、不锈钢、合金钢等各种规格材质的法兰、管件等管道配件产品,拥有先进的法兰管件生产线,中频推制、机加工、冷成型、热挤压、热处理等精湛工艺。并与国内各大钢厂保持长期稳定的合作关系。公司全体员工以百倍的信心迎接新机遇、新市场的挑战,并热诚的期望与广大工程建设单位真诚合作,在此,向给予我们帮助与支持的各界朋友表示衷心的感谢,并真诚欢迎国内外各界朋友前来参观,洽谈,我们将随时为您提供质量的产品与质量的服务!长型翻边设备,就选温州伟诚管件有限公司,有需求可以来电咨询!丽水长型翻边市面价
温州伟诚管件有限公司致力于提供长型翻边设备,欢迎您的来电哦!长型翻边设备
纯粹用冷压成形,在折弯顶部形状时,很难用模具实现的;用旋压的方法成形是没有问题,但是效率低,也不可取;采用旋压和拉延相结合成形法,拉延成形抛物面形,顶部折叠采用旋压成形,是一个比较合适的方案,所以,采用第三种方案。确定小孔翻边是否需要冲预制孔不锈钢翻边管件料厚为,由于要用自攻螺纹连接,为增加连接螺纹扣数才需要翻边的。是否要制预制孔,也没有统一的标准,根据有的企业的内部标准厚度为,自改螺纹可以不翻边。该件料厚为,十分接近,且螺纹直径为M3,不锈钢翻边管后肯定会远大于。因此,对于翻边高度不作要求。M3螺纹底孔直径为,属小孔翻边,不要冲预制孔。孔的加工方法预制孔的加工方法决定了孔的边缘状况,孔的边缘无毛刺、撕裂、硬化层等缺陷时,极限翻边系数就越小,有利于翻边。目前,预制孔主要用冲孔或钻孔方法加工,数据显示,钻孔比一般冲孔的min小。采用常规冲孔方法生产效率高,特别适宜加工较大的孔,但会形成孔口表面的硬化层、毛刺、撕裂等缺陷,导致极限翻边系数变大。采取冲孔后进行热处理退火、修孔或沿与冲孔方向相反的方向进行翻孔使毛刺位于翻孔内侧等方法,能获得较低的极限翻边系数。用钻孔后去毛刺的方法。长型翻边设备
上一篇: 河北长型翻边工作原理
下一篇: 金华长型翻边厂家供应