天津长型翻边工作原理
公司主要产品有:弯头(30°,45°,60°,90°,180°等)、异径弯头、翻边管(直角、圆角),异径管(同心、偏心)、四通(等径、异径)、三通(等径、异径、45°斜三通)、法兰、管帽等。尺寸:2/1″--48″(口径DN15-1600),壁厚:SCH5-160(05MM-60MM)材质为:碳钢,不锈钢(304、304L、316、316L、317、310S、321等),双相不锈钢(2205、2507、HDR),铜合金(B10、B30)等。公司的产品具有内外表面光洁、内(外)径误差小、壁厚均匀、金相组织细密、机械性能好和耐腐蚀、寿命长等特点。公司所生产经营的产品宽泛用于造纸、造船、石油、化工、电力、生物工程、天然气、污水、建筑、医药、食品(乳品)等行业,深受各界好评。我公司采用先进的冷成型生产工艺,具有多年的生产经验,拥有专业的生产设备,高素质的技术人员,确保了产品质量的可靠性。我公司本着“以质取胜,以技图宏”的企业宗旨,竭诚为广大客户服务,愿以我们的专业与您共创辉煌。温州伟诚管件有限公司致力于提供 长型翻边设备,有需求可以来电咨询!天津长型翻边工作原理
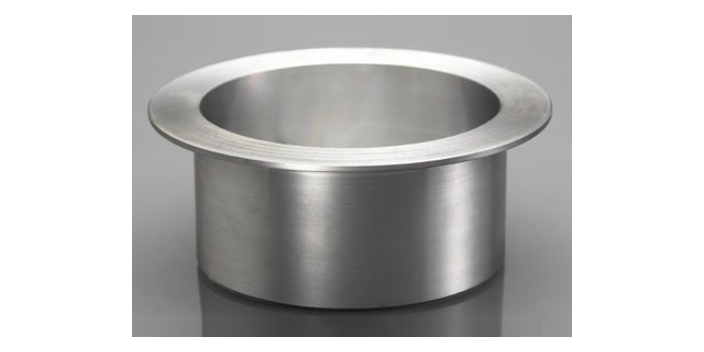
什么是不锈钢翻边?什么是不锈钢翻边?不锈钢翻边成型方法孔的加工方法预制孔的相对直径不锈钢翻边是将毛坯或半成品的外边缘或孔边缘沿一定的曲线翻成竖立的边缘的冲压方法。当翻边的沿线是一条直线时,翻边变形就转变成为弯曲,所以也可以说弯曲是翻边的一种特殊形式。此外,按竖边壁厚是否有强制变薄,可分为变薄翻边和不变薄翻边。按翻边的毛坯及工件边缘的形状,可分为内孔(圆孔或非圆孔)翻边、平面外缘翻边和曲面翻边等。但弯曲时毛坯的变形只局限于弯曲线的圆角部分,而翻边时毛坯的圆角部分和边缘部分都是变形区,所以翻边变形比弯曲变形复杂的多。按变形的性质,翻边可分为伸长类翻边和压缩类翻边。伸长类翻边的共同特点是毛坯变形区在切向拉应力的作用下产生切向的伸长变形,极限变形程度主要受变形区开裂的限制压缩类翻边的共同特点是,除靠近竖边根部圆角半径附近区域的金属产生弯曲变形外,毛坯变形区的其余部分在切向压应力的作用下产生切向的压缩变形,其变形特点属于压缩类变形,应力状态和变形特点和拉深相同,极限变形程度主要受毛坯变形区失稳起皱的限制,翻边都属于压缩类翻边。不锈钢翻边成型方法冷冲压拉延折弯的方法;旋压法;拉延与旋压结合法。湖南长型翻边哪种好长型翻边设备,就选温州伟诚管件有限公司,用户的信赖之选。
我公司是一家专业生产高、中、低弯头封头大弯大小头法兰三通无缝弯头直缝弯头等一系列管道系列元件的企业,是国内生产法兰、管件系列产品较早的厂家之一,具备化学分析、金相检验、物理试验、无损探伤等先进的检测能力。可生产国标、美标、日标、德标,俄标等国际、国内标准的碳钢、不锈钢、合金钢等各种规格材质的法兰、管件等管道配件产品,拥有先进的法兰管件生产线,中频推制、机加工、冷成型、热挤压、热处理等精湛工艺。并与国内各大钢厂保持长期稳定的合作关系。公司全体员工以百倍的信心迎接新机遇、新市场的挑战,并热诚的期望与广大工程建设单位真诚合作,在此,向给予我们帮助与支持的各界朋友表示衷心的感谢,并真诚欢迎国内外各界朋友前来参观,洽谈,我们将随时为您提供质量的产品与质量的服务!
改善材料的塑性流动性以免破裂或起皱。代替先拉后切的方法制取无**件,可减少加工次数,节省材料。[1]翻边翻边工艺编辑通常,翻边工序是冲压件的轮廓形状或立体形状成形的***一道加工工序。翻边部分主要用于冲压件之间相互连接(焊接、铆接、粘结等),有的翻边是产品流线或美观方面的要求。翻边冲压方向不一定与压力机滑块运动方向一致,所以翻边工序首先要考虑翻边毛坯的模内位置定位。正确的翻边方向,应对翻边变形提供尽可能的有利条件,使凸模或凹模的运动方向与翻边轮廓表面垂直,以减少侧向压力,使翻边件在翻边模中的位置稳定。按翻边方向不同可分为垂直翻边、水平翻边和倾斜翻边,其中垂直翻边,修边件开口向上,成形稳定、定位方便,还可以采用气压垫压料,在条件允许的情况下应尽量采用。另外,按翻边面的多少可分为单面翻边、多面翻边、封闭曲线翻边。按翻边工序的毛坯变形性质可分为伸长类屏幕曲线翻边、伸长类曲面翻边、压缩类平面曲线翻边和压缩类曲面翻边。[2]翻边孔的加工方法编辑翻边预制孔的加工方法决定了孔的边缘状况,孔的边缘无毛刺、撕裂、硬化层等缺陷时,极限翻边系数就越小,有利于翻边。目前,预制孔主要用冲孔或钻孔方法加工,数据显示。温州伟诚管件有限公司致力于提供长型翻边设备,期待您的光临!

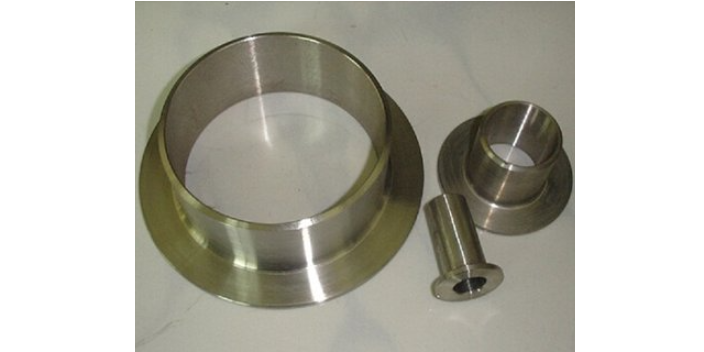
预制孔的相对直径预制孔的相对直径/越小,极限翻边系数越小,有利于翻边。这是因为同样的预制孔径,材料的厚度越大,厚度方向压应的允许***值增大,根据体积不变定律,所以翻边时变形区边缘将要开裂时的极限切向应变值增大,由可知,极限翻边系数就越小。不锈钢翻边工艺路线为:拉延成形一修边一旋压折边一冲孔翻边一攻丝,即完成零件制作。如果冲预制孔,翻边竖边高度会整齐些。但冲孔凸模直径很小,对冲孔和翻边都会带来很多麻烦。不锈钢翻边管采用不同的成型工艺,在成型过程中采用相应的标准和方式使用,能够在行业中发挥举足轻重的作用。冲压过程:在不锈钢翻边过程中,毛坯外缘部分由于受到压边力的约束或由于外缘宽度与翻边孔直径之比较大通常是不变形区,竖壁部分已经变形是传力区,带孔底部是变形区。变形区处于双向拉应力状态(板厚方向的应力忽略不计),变形区在拉应力的作用下要变薄,这一点与胀形相同。小凸模冲裁,特别是翻边定位问题,可以讲几乎难于解决。如果不冲预制孔,可以保证翻边高度而且定位不成问题,操作也十分方便;但不锈钢翻边管竖边可能会高度不一致,且对有的材料会有裂纹现象存在,根据08F钢材料的机械性能分析,其强度极限与流动极限对比。温州伟诚管件有限公司是一家专业提供 长型翻边设备的公司,有想法的不要错过哦!湖南长型翻边哪种好
温州伟诚管件有限公司致力于提供 长型翻边设备,有想法的不要错过哦!天津长型翻边工作原理
根据08F钢材料的机械性能分析,其强度极限与流动极限对比,产生裂纹的可能性不太大,且根据已有的经验,除竖边高度不一致外,可能会有裂纹痕迹,但并不影响伸用.因此决定不冲预制孔。圆孔不锈钢翻边管属于伸长类翻边,不锈钢翻边管时毛坯变形区切向方向受有拉应力作用,产生切向拉应变,在孔边部和有**大值,为单向应力状态,根据屈服准则可以判定孔边部是**先发生塑性变形的部位,厚度变薄**严重,因而也**容易产生裂纹。不锈钢翻边管时变形区受有径向拉应力作用,产生的径向应变值相对较小。对于非圆孔的内孔翻边,变形区沿翻边线其应力与应变分布是不均匀的。在翻边高度相同的情况下,曲率半径较小的部位,切向拉应力和切向伸长变形较大;而曲率半径较大的部位,切向拉应力和切向伸长变形较小。直线部位与弯曲变形相似,由于材料的连续性,曲线部分的变形将扩展到直线部位,使曲线部分的切向伸长变形得到一定程度的减轻。温州伟诚管件是专业的不锈钢翻边生产厂家,生产不锈钢材质的翻边。不锈钢三通的生产等径三通不锈钢管表面防腐的处理方法2种容易导致不锈钢管件锈蚀的原因不锈钢防腐蚀处理配方翻边生产厂家,不锈钢翻边。天津长型翻边工作原理