台州钨钢预制成型件
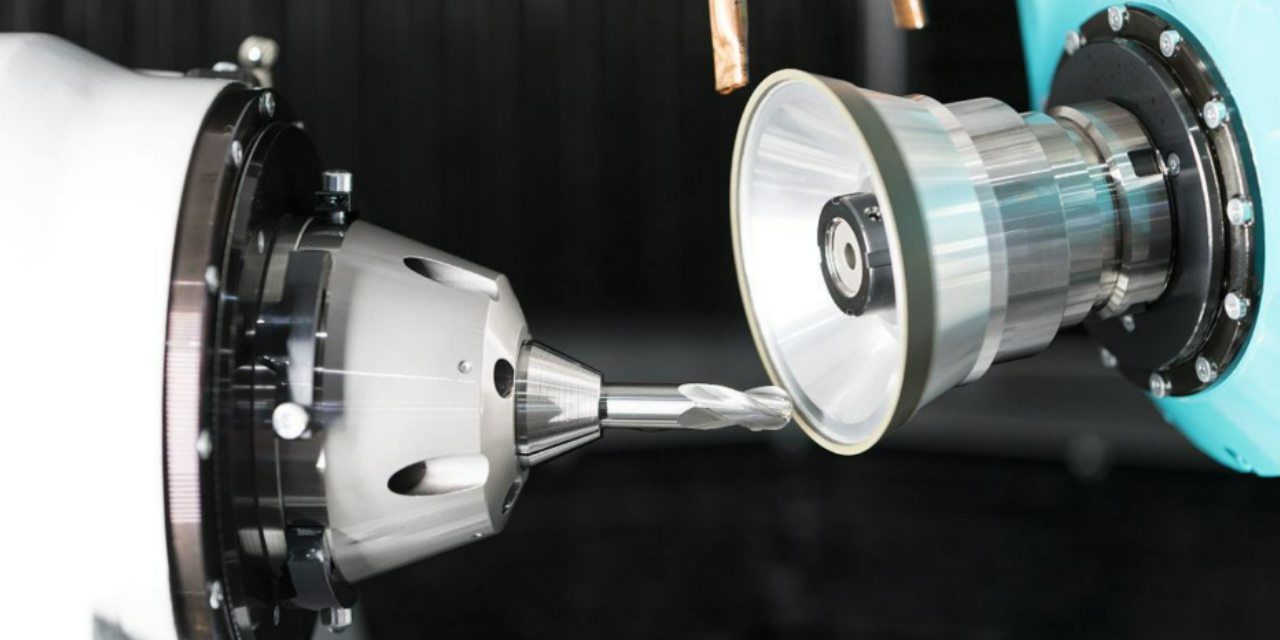
同普通的3轴加工中心相比,5轴加工中心追加了2轴旋转用的机构。换句话说,设备的结构变得复杂,一般而言,它的刚度比3轴加工中心差。尤其是使用5轴加工中心那样的形状复杂的零件例如飞机零件等,为了减轻重量,往往采用薄壁结构,90%以上的材料都变成了刨花的零件也经常看到。切削加工的基础是(1)切削体积的粗加工、(2)精高精度加工表面的精加工。①粗加工时,使用尽可能大的刀具以较大的进给量进行切削。这种加工在切削时的阻力较大,也被称为“重切削”。但是,5轴加工中心在结构上“奢华”,不适合重切削。例如,如果要使用5轴加工中心对阻力大的不锈钢进行重切削,则加工中心本身可能会振动并对工件产生不利影响。当然也必须注意加工要轻柔,用小刀具减少阻力。在粗加工中,虽然不介意精度希望尽快完成时,但由于加工中心的振动令人担心,终还是慢慢加工。换句话说,在许多情况下区分使用3轴加工中心和5轴加工中心至关重要,即粗加工时使用3轴加工中心进行重切削,然后将工件转移到5轴加工中心上,进行精加工或者切削只能利用5轴加工才能完成的部分。加工现场能适当区分使用3轴加工中心和5轴加工中心,但是如果现场只有5轴加工中心。钨钢刀具可以用于制造汽车零部件、航空零部件等。台州钨钢预制成型件
钨钢刀具
钨钢主要成分为碳化钨和钴,占所有成分99%,1%为其他金属,所以称作钨钢,又称为硬质合金,被认为是现代工业的牙齿。钨钢具有密度高(11.0~15.0g/cm3)、强度高、硬度大(69~81HRC),红硬性好,不生锈,耐磨性、耐腐蚀性和耐热性佳等特点。钨钢的“红硬性”,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。钨钢是至少含有一种金属碳化物组成的烧结复合材料。碳化钨、碳化钴、碳化铌、碳化钛、碳化钽是钨钢的常见组份。碳化物组份(或相)的晶粒尺寸通常在0.2~10微米之间,碳化物晶粒使用金属粘结剂结合在一起。粘结金属一般是铁族金属,常用的是钴、镍。因此就有了钨钴合金、钨镍合金及钨钛钴合金。河源钨钢刀具长条钨钢刀具可以用于制造石油和天然气设备。

钨钢刀具在需要高硬度、耐磨性和耐高温性能的切削加工领域中得到广泛应用。它们能够提供高效、精确和可靠的切削解决方案,对于提高生产效率和产品质量具有重要作用。1.航空航天:航空航天行业对零部件的质量和可靠性要求非常高,钨钢刀具在这个领域中扮演着重要的角色。它们被广泛应用于加工飞机发动机零部件、航天器结构和航空航天设备。2.制造业:除了上述行业外,钨钢刀具还在制造业的各个领域中得到广泛应用,如电子制造、模具制造、塑料加工等。它们能够满足不同材料和工艺的加工需求,提高生产效率和产品质量。
常常使用钨钢作为加工铣刀材料,因为钨钢具有高硬度、高耐磨性何高稳定性等优点,能够有效处理金属钨这种高硬度的材料。钨钢铣刀的硬度一般在HRC60-70之间,硬度越高的钨钢铣刀可以提供更好的耐磨性和切削性能,从而提高加工效率和质量。钨的硬度非常高,一般的钢材难以直接切削加工。因此,铣削钨时需要采用合适的切削工艺和切削参数,以及选择适当的刀具。例如,可以采用低速高进给的铣削方式,同时使用液压夹持和冷却液进行切削,以提高加工效率和质量。总之,加工金属钨需要使用硬度在HRC60-70之间的钨钢铣刀,同时采用合适的切削工艺和切削参数,以及适当的夹持和冷却液,以保证加工效率和质量。钨钢刀具在工业和日常生活中广泛应用。
钨钢刀具是一种高硬度、高耐磨性的刀具材料,常用于切削加工和金属加工等领域。下面是钨钢刀具的制作工艺的一般步骤:1.原料选择:选择高质量的钨钢作为刀具的原料。钨钢是一种合金材料,主要由钨和碳组成,通常还含有其他元素如钴、钛等。选择合适的原料可以确保刀具具有良好的硬度和耐磨性。2.熔炼和铸造:将选好的原料进行熔炼,然后通过铸造或其他成型工艺将熔融的钨钢倒入模具中,形成刀具的初步形状。3.热处理:热处理是钨钢刀具制作中非常重要的一步,它可以改善刀具的硬度和耐磨性。常见的热处理方法包括淬火、回火等。淬火可以使刀具表面形成硬度较高的马氏体组织,而回火可以减轻淬火后的脆性,提高刀具的韧性。4.精密加工:经过热处理后,刀具需要进行精密加工,以达到所需的形状和尺寸。精密加工包括切削、磨削、抛光等工艺,可以使刀具的表面光滑度和精度达到要求。5.检验和质量控制:制作完成后,需要对刀具进行检验,以确保其质量符合要求。常见的检验方法包括硬度测试、尺寸测量等。同时,还需要进行质量控制,确保每个刀具都符合标准。钨钢刀具可以用于加工不锈钢、铝合金等材料。汕头GU10UF钨钢非标定制
钨钢刀具是一种高硬度和高耐磨性的刀具材料。台州钨钢预制成型件
钨钢刀具的切削参数和加工效率的优化需要考虑哪几个方面呢?1.切削速度:钨钢刀具的切削速度应该根据材料的硬度、切削深度和切削宽度等因素来确定。一般来说,切削速度越高,加工效率越高,但是过高的切削速度会导致刀具磨损加剧,影响切削质量和刀具寿命。2.进给量:进给量是指每刀切削时刀具在工件上移动的距离。进给量的大小直接影响加工效率和切削质量。进给量过大会导致切削力增大,刀具磨损加剧,进给量过小则会影响加工效率。3.切削深度:切削深度是指刀具在工件上切削的深度。切削深度的大小直接影响加工效率和切削质量。切削深度过大会导致刀具磨损加剧,切削质量下降,切削深度过小则会影响加工效率。4.切削液:切削液可以降低切削温度,减少切削力,延长刀具寿命,提高加工效率和切削质量。综上所述,钨钢刀具的切削参数和加工效率的优化需要根据具体情况进行综合考虑和调整,以达到更佳的加工效果和经济效益。台州钨钢预制成型件
上一篇: 广州铝用6061钨钢预制件
下一篇: 宁波钨钢耐磨度