江苏影音线束批发厂家
比如:有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到**的压接工具,这种压接方式具有良好的电接触性能。接着就是预装工艺了,首先要编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位,预装工艺的合理与否直接影响到总装配的效率也反映出一个工艺人员的技术水平高低。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量,减慢流水线的速度,所以工艺人员要经常待在现场不断总结。***一步就是,总装工艺。能够编根据产品开发部门设计的装配台板,设计工装设备、物料盒规格尺寸并将所有装配护套和附件的编号贴于物料盒上以提高装配效率。编制各个工位装配内容和要求,平衡整个总装工位防止出现一点工作量过大,拉下整个流水线速度的情况。要做到工位平衡,工艺人员必须对每个操作了熟于心并现场测算工时,随时调整装配工艺。此外,线束工艺还包括编制材料消耗定额明细表、工时测算、工人培训等,由于技术含量值不高,这些也就不细说了。总而言之,汽车线束在车内电子技术含量和质量,逐渐成为评价汽车性能的一项重要指标。汽车厂商对于线束的选择应该尤为重视。线束,就选昆山建晶电子有限公司,用户的信赖之选,有想法的不要错过哦!江苏影音线束批发厂家

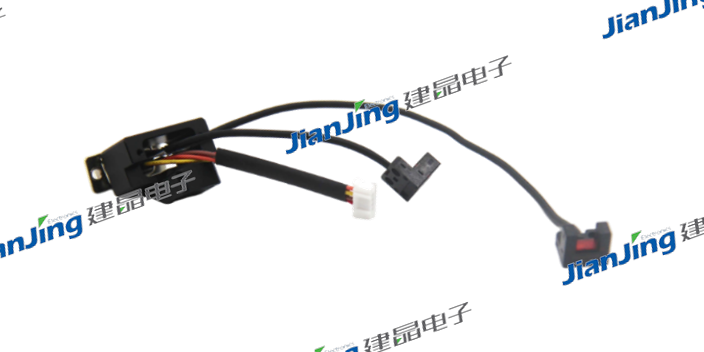
线束厂的技术员根据线束图做成线束排线板后,工人就按照排线板的规定来截线排线了。整车主线束一般分成发动机(点火、电喷、发电、起动)、仪表、照明、空调、辅助电器等部分,有主线束及分支线束。一条整车主线束有多条分支线束,就好像树杆与树枝一样。整车主线束往往以仪表板为**部分,前后延伸。由于长度关系或装配方便等原因,一些汽车的线束分成车头线束(包括仪表、发动机、前灯光总成、空调、蓄电池)、车尾线束(尾灯总成、牌照灯、行李箱灯)、篷顶线束(车门、顶灯、音响喇叭)等。线束上各端头都会打上标志数字和字母,以标明导线的连接对象,操作者看到标志能正确连接到对应的电线和电气装置上,这在修理或更换线束时特别有用。同时,电线的颜色分为单色线和双色线,颜色的用途也有规定,一般是车厂自订的标准。我国行业标准只是规定主色,例如规定单黑色**于搭铁线,红单色用于电源线,不可混淆。线束用机织线或塑料粘带包裹,出于安全、加工和维修方便,机织线包裹已经淘汰,现在是用粘性塑料胶带包裹。线束与线束之间、线束与电气件之间的连接,采用联插件或线耳。联插件用塑料制成,分有插头和插座。线束与线束之间用联插件相接。浙江VGA线束生产厂家线束,就选昆山建晶电子有限公司,有需要可以联系我司哦!

所述主控面板安装于所述控制箱内;所述绕线机构包括安装座以及绕线组件;所述安装座安装于所述控制箱内,且所述安装座包括底板、以及连接在所述底板两侧的支撑板和中间立板,所述支撑板紧贴所述控制箱的内壁设置;所述绕线组件包括绕线电机、绕线轴以及绕线盘;所述绕线电机与所述主控面板通信连接,所述绕线电机安装于所述中间立板,所述绕线轴的一端与所述绕线电机的输出轴机械连接,另一端穿过所述支撑板并穿出所述控制箱外;所述绕线盘安装于所述绕线轴穿出所述控制箱的一端;所述机架的一侧安装有安装板,所述储线机构安装于所述安装板上;所述储线机构包括储线组件以及配重组件;所述储线组件包括储线轮组以及动轮组;所述安装板沿所述机架的高度方向设有滑槽,所述储线轮组安装于所述安装板的外侧面并位于所述滑槽的上方,所述动轮组滑动安装于所述滑槽并位于所述安装板的外侧面;所述安装板的内侧面安装有平行设置的两第二直线导轨,所述滑槽位于两所述第二直线导轨之间;所述配重组件包括滑块、配重滑板以及配重轮;所述滑块滑动安装于两所述第二直线导轨上,所述配重滑板安装于所述滑块上,且所述配重滑板与所述动轮组连接,所述配重轮安装于所述配重滑板上。
套接环部内侧设置有大螺纹13;在内保护壳2外侧面设置有和大螺纹13相对应的螺纹,并通过螺纹旋接在外保护壳1的套接环部内,内保护壳2内部设置有空腔21,内保护壳2的一端设置有开孔一22,开孔一22的孔径小于内保护壳2的直径,内保护壳2的另一端设置有小螺纹23,小螺纹23上旋接有端盖3,端盖3表面设置有开孔二31,开孔二31的孔径小于内保护壳2的直径;在空腔21内安装有保护套4,保护套4通过端盖3和内保护壳2的共同作用卡在空腔21内,在保护套4中部设置有1个过线孔41和过线间隙42,线束6可以通过过线间隙42进入过线孔41内,然后再将保护套4传进空腔21内,然后旋紧端盖3,从而可以将线束6固定在保护套4内,可以有效避免线束6大幅度晃动以及被封板割破。参阅图3,在一种较佳的实施例中,保护套4的中部设置有3个过线孔41,还有1个串接了3个过线孔41的过线间隙42,可以将3条线束分别安装到3个不同的过线孔41中,增加了汽车线束护套的过线能力。参阅图4-6,为了解决相同的技术问题,本技术还提供了一种汽车线束装置,包括钣金件5、线束6以及上述的汽车线束护套,其中,在钣金件5上开有通孔51,通孔51边缘设置有2个豁口52,2个豁口52的位置和2个压紧块11相对应,在使用时。昆山建晶电子有限公司线束值得用户放心。
在这里就汽车线束工艺和生产这方面的知识做个简单的叙述,您只需要花几分钟阅读,就能大致了解。在汽车线束二维产品图纸出来以后,要编排线束的生产工艺,工艺是服务于生产的两者密不可分,因此笔者将汽车线束的生产和工艺二者结合起来一起分析。线束生产的***个工位是开线工艺。开线工艺的准确性直接关系到整个生产进度,一旦出现错误特别是开线尺寸偏短,会导致所有工位的返工,费时费力影响生产效率。所以在编制开线工艺是一定要根据图纸的要求合理确定导线的开线尺寸,剥头尺寸。开线之后的第二个工位就是压接工艺,根据图纸要求的端子类型确定压接参数,制作压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。比如:有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到**的压接工具,这种压接方式具有良好的电接触性能。接着就是预装工艺了,首先要编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位,预装工艺的合理与否直接影响到总装配的效率也反映出一个工艺人员的技术水平高低。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量。线束,就选昆山建晶电子有限公司,欢迎客户来电!吉林电机线束加工
线束,就选昆山建晶电子有限公司。江苏影音线束批发厂家
固定座40位于固定架38和储线轮组35之间;且固定座40上安装有滚轮41和引线导套42。除此外,控制箱2上还安装有显示屏43和控制按钮44,显示屏43与控制按钮44均与主控面板通信连接。本发明的航空线束恒张力计长绕线装置的工作原理如下:使用过程中,航空线缆a穿过引线导套42,经过滚轮41后在缠绕在储线轮组35和动轮组36上,航空线缆a形成环形结构后从储线轮组35出来依次经过计米轮27、出线轮26,然后再经过摆动轮21,***进入绕线盘9,从而无需人工进行绕线,有效降低劳动强度,提高工作效率;在绕线过程中,通过绕线电机7带动绕线轴8旋转,从而带动绕线盘9旋转进行绕线,在绕线的过程中通过线缆拉动计米轮27旋转,由计米轮27的转动带动计米传感器29对航空线缆a进行长度的测量,将测量的结果发送至主控面板,并通过显示屏43显示出来,进而达到计米绕线的效果;在绕线的过程中线缆会拉动动轮组36向上移动,此时通过控制绕线电机7转动速度抵消部分配重轮34的重力,使动轮组36在滑槽30内的位置恒定不动,从而实现恒张紧力绕线的有益效果避免航空线缆a缠绕;与此同时,通过主控面板控制直线电机16带动直线主轴19旋转。江苏影音线束批发厂家
昆山建晶电子有限公司是以提供连接器,五金螺杆壳体,线束,五金螺丝配件内的多项综合服务,为消费者多方位提供连接器,五金螺杆壳体,线束,五金螺丝配件,公司位于千灯镇圣祥中路328号,成立于2015-03-13,迄今已经成长为电子元器件行业内同类型企业的佼佼者。建晶电子以连接器,五金螺杆壳体,线束,五金螺丝配件为主业,服务于电子元器件等领域,为全国客户提供先进连接器,五金螺杆壳体,线束,五金螺丝配件。多年来,已经为我国电子元器件行业生产、经济等的发展做出了重要贡献。
上一篇: 江苏影音线束采购
下一篇: 上海LVDS线束定制