宁波减速器齿轮工厂
粉末冶金成型技术优势在哪?粉末冶金齿轮强度要求:粉末冶金齿轮强度要求是很多朋友想知道的,粉末冶金是制取金属粉末或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术,那么他的优势在哪呢?粉末冶金成型技术是一种净近成型技术,可以减少制造步骤、无切削、少切削,减少加工,减少废料的产生,各种类型齿轮成型过程中几乎没有废料,对于钢铁资源的利用率极高。粉末冶金齿轮工艺:粉末冶金法可将几个零件一体化制造。宁波减速器齿轮工厂
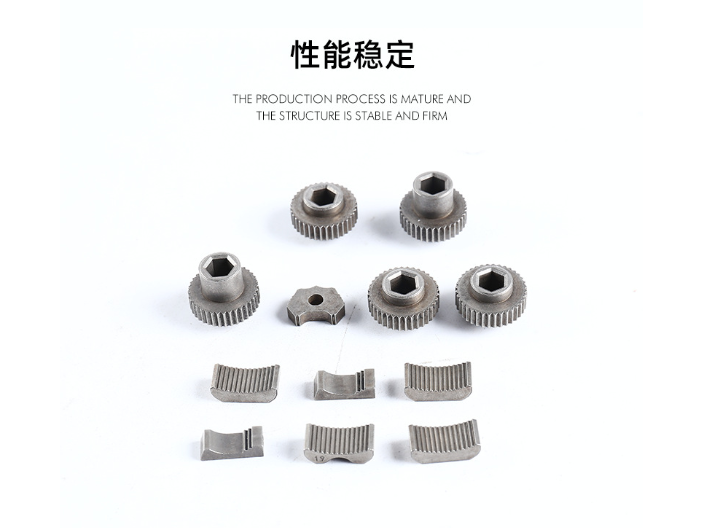
什么是粉末冶金齿轮?是制取金属或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。广义的粉末冶金制品业涵括了铁石刀具、硬质合金、磁性材料以及粉末冶金制品等。狭义的粉末冶金制品业只指粉末冶金制品,包括粉末冶金零件(占绝大部分)、含油轴承和金属射出成型制品等。工艺特点:1.制品的致密度可控,如多孔材料、好密度材料等。2.晶粒细小、显微组织均匀、无成分偏析。3.近型成形,原材料利用率>95%。4.少无切削,切削加工只40%~50%。5.材料组元可控,利于制备复合材料。6.制备难溶金属、陶瓷材料与核材料。绍兴粉末冶金小模数齿轮加工粉末冶金齿轮的使用材料,工模具材料:包括硬质合金、粉末冶金高速钢等。

粉末冶金齿轮密度:由于齿轮用于传动,对齿轮的强度要求较高,故要求产品的密度也较高(通常是齿轮密度越高则齿抗越高,还有强度越好),常温压制成形齿轮密度通常控制在6.60g/cm3minOR6.80g/cm3min,温压压制成形齿轮密度通常控制在7.00g/cm3min。粉末冶金齿轮硬度:密度6.8g/cm3min时:烧结态硬度控制在HRB55min,(FN-0205-25烧结态硬度典型值为59HRB),水蒸汽处理硬度控制在HRB70min,渗碳处理硬度控制在HRC25min,其中FN-0205-105HT渗碳处理硬度典型值为HRC29。
粉末冶金齿轮使用润滑油需要注意哪些事项?粉末冶金齿轮长时间运行会造成润滑油的缺失,也就是粉末冶金齿轮的传动不会再那么容易,需要再次涂抹润滑油来减少粉末冶金齿轮与接触面的摩擦力,那么粉末冶金齿轮在添加润滑油时应注意什么呢?粉末冶金齿轮使用润滑油需要注意的事项如下:粉末冶金齿轮的纶棉接触应力非常高,一些重载机械比如起重机,这些机器上的齿轮应该着重涂抹润滑油,已达到减少噪声,减少精密齿轮之间的冲击应力。粉末冶金齿轮的后处理:通常有两种方式表面水蒸汽处、渗碳处理。

粉末冶金齿轮在汽车行业的发展现状:齿轮粉末冶金生产的精度与材料加工的膨胀系数和模具的精度有关。因此,直径小于50的齿轮国产模具约为8个等级,而进口模具则为7个等级。在这种情况下,斜齿轮具有更高的等级。使用粉末冶金制造齿轮的比较大的优点是它们可以大量生产并具有良好的均匀性。常规粉末冶金齿轮产品通常可以承受相当于14海里的扭矩,而蜗杆压制零件可以达到20海里。在设计时,如果整套齿轮采用专业的粉末冶金设计,如果允许更改,其质量可能会降低30%。粉末冶金齿轮工艺特点:少无切削,切削加工只40%~50%。绍兴粉末冶金小模数齿轮加工
粉末冶金齿轮工艺:用粉末冶金法制造齿轮时,材料利用率可达95%以上。宁波减速器齿轮工厂
粉末冶金齿轮在压坯过程中会造成哪些缺陷?圆样尺寸不符合要求:径向尺寸或孔距不合格:模具设计或制造可能有问题。如果可以通过调整工艺(即通过调整粉末成分、压坯密度、烧结工艺等)来消除误差。).也可以补救,否则只有模具报废。轴向不同尺寸进行不合格:对于无步圆柱形胸坯、调整粉末、改变压压或延长保持时间等,您可以调整和稳定轴向尺寸。对于步进压力空白,调整组合模冲的成形位置、各站的粉比、浮动模冲的运行速度等,可更改步进的高度大小。宁波减速器齿轮工厂
宁波市镇鑫粉末冶金有限公司成立于2021-09-02,同时启动了以镇鑫为主的粉末冶金,粉末冶金齿轮,粉末冶金结构零件,铁基粉末冶金产业布局。镇鑫粉末冶金经营业绩遍布国内诸多地区地区,业务布局涵盖粉末冶金,粉末冶金齿轮,粉末冶金结构零件,铁基粉末冶金等板块。我们在发展业务的同时,进一步推动了品牌价值完善。随着业务能力的增长,以及品牌价值的提升,也逐渐形成机械及行业设备综合一体化能力。镇鑫粉末冶金始终保持在机械及行业设备领域优先的前提下,不断优化业务结构。在粉末冶金,粉末冶金齿轮,粉末冶金结构零件,铁基粉末冶金等领域承揽了一大批高精尖项目,积极为更多机械及行业设备企业提供服务。
上一篇: 太原粉末冶金电动车零部件定做
下一篇: 合肥粉末冶金锁具零部件定做