山西干混砂浆包装机方案设计
包装机的封口处不正,封口不正原因:包装机热封器体的位置设置不对。封口不正解决方法:当包装机热封器体的位置设置不对时,需要调整好包装机的热封器体的位置。包装机的充填电机不能启动,充填电机故障原因:1、包装机的驱动器损坏;2、包装机的充填电机出现故障;3、包装机的控制板出现故障;4、包装机的充填接近开关位置调整有误。充填电机故障解决方法:1、当包装机的驱动器损坏时,需要更换驱动器。2、当包装机的充填电机出现故障时,需要更换充填电机。3、当包装机的控制板出现故障时,需要更换控制板。4、当包装机的充填接近开关位置调整有误时,需要调整好充填接近开关位置。全自动阀口包装机有袋数记录和打印功能,可实现远程控制和数据传输。山西干混砂浆包装机方案设计
日常维护:1、每月对控制柜及现场接线箱内的接线端子进行检查并紧固,每月检查一次中间接线头看是否接触良好,检查是否氧化并处理。2、每周检查接近开关和光电开关与设备感应距离是否合适,间隙过小或过大要及时调整,松动的及时紧固,有磨损的及时更换。抱袋系统接近开关 (5 个) 应每三个月更换一次,3、对程序更改后,不再使用的电器仪表设备及时拆除,线路拆除或包扎备用,与在用线路分开,以便查线时不形成干扰。 每周对设备线路检查一次,脱落或不符合标准的及时恢复原状。云南干混砂浆包装机保养当包装机的启动电容出现故障时,需要及时更换启动电容。

那么真空包装机达不到负压是怎么回事,我们又该怎么处理呢?本文上海铸衡机械为您分析。对于真空包装机而言,当出现达不到负压时,往往多是由于真空泵又或者机体的密封性出了问题,从而导致机器达不到预计的负压值。找到了故障原因,那么相应的解决也就较为简单了。关于真空泵引起的达不到负压时,就有可能是当真空泵油位过高、过低,再以及出现堵塞,再或者长期包装含有水分的货物,导致少量的水分进入机油中造成污染,这就导致了真空泵不正正常工作,达不到要求的负压值。对此,我们需要及时的调整油位或更换润滑油,如有必要还需更换真空泵。
干粉砂浆生产线上的阀口包装机如果发生故障,可以按照上面的自行对照解决,也可以找我们的技术工程师来解决。光点跑点,不制成标准袋子时:1、检查包装膜是否正常。2、检查光纤是头上有无异物。3、检查光放大器读数是否正常(正常为9位数字)。4、检查光纤有无烫伤,光源是否正常。5、袋长是否正常,是否光纤控制。6、查看皮带是否有打滑现象。7、查看皮带是否有打滑现象。8、查看高温胶带是否完好。9、查看制袋器衣领处有无异物。10、查看光纤头与包装膜之间的距离和位置。11、看放膜电机工作是否正常。12、后面膜是否不拧紧,掉落偏移。超声波阀口袋包装机采用气流挤压式包装机或者自动变频叶轮阀口包装机作为灌包主机。

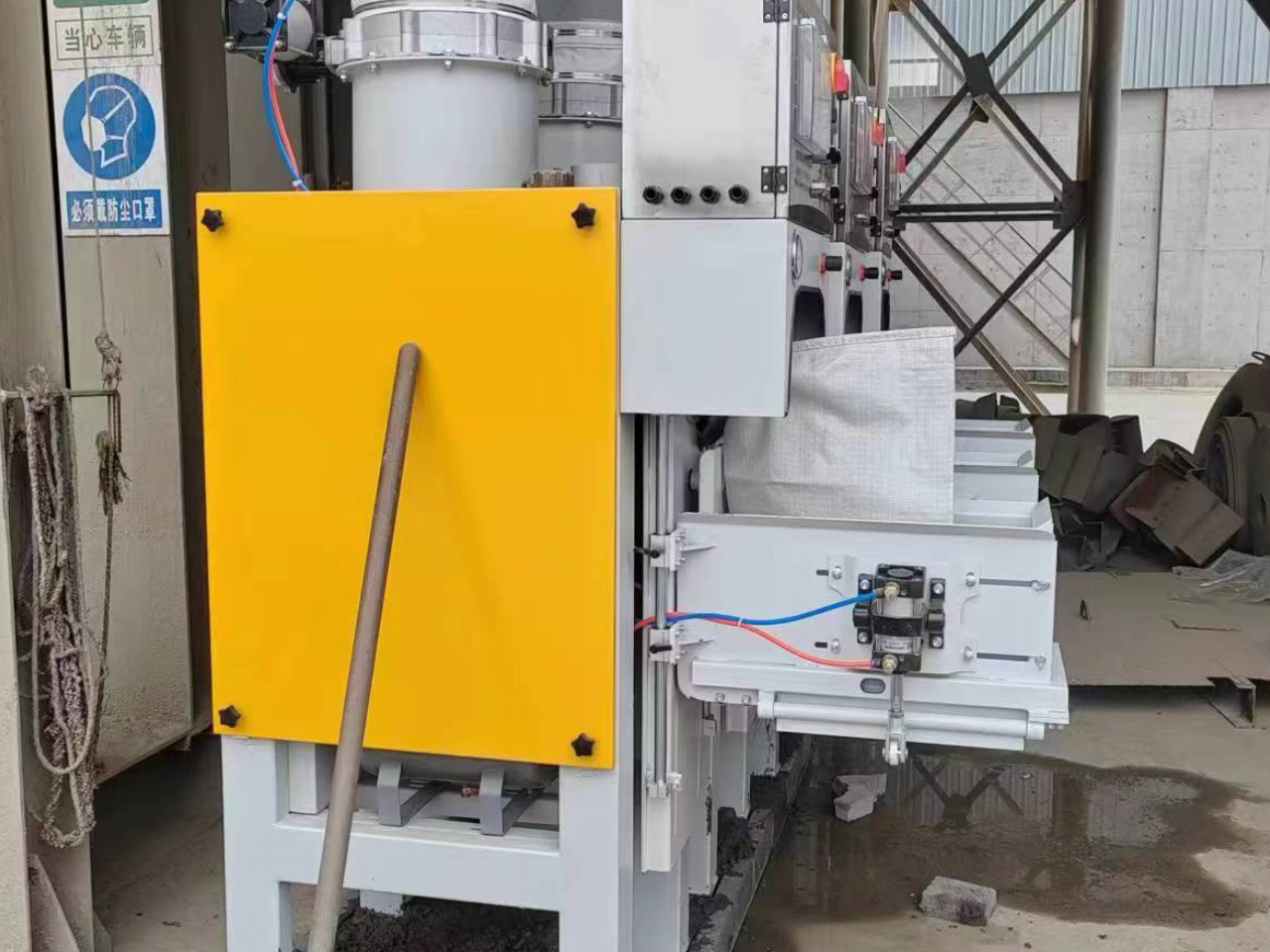
干粉砂浆阀口打包机,技术参数,气动阀口包装机的优点:1.气浮包装机机电一体化的新型设备,采用人机控制技术。2.机身全部密封并配有收尘口,结构合理,经久耐用,真正实现环保型生产。3.自动实现包装袋的压紧、灌装、松开、关闭和掉袋等功能,性能稳定、操作简单(适应阀口袋,工人只有插袋动作即可操作)。4.参数修改方便。5.采用粗细流给料方式,提高工作速度和精度。气浮包装机粉尘全封闭技术、整机外形采用全封闭防尘结构。6.传感器、仪表、电流自动保护功能。超声波阀口包装机,超声波阀口包装机主要由超声波发生器、可编程控制器、触摸屏、伺服电机、以及按钮等组成,适用于塑料瓶、玻璃瓶、塑料壶、塑料杯、塑料碗、塑料盒等塑料容器的灌装封口。超声波阀口包装机通过超声波高频震动,使加装在阀盖底部的可嵌入生产线的不干胶标签瞬间熔化而粘附在容器壁上,实现自动包装。阀口袋超声波封口机#超声波自动封口阀口包装机产品的详细#化工粉剂灌装机。云南干混砂浆包装机保养
根据不同物料的特性,如堆积密度、粒度、流动性、水分含量、安息角等选择不同的给料方式。山西干混砂浆包装机方案设计
下面小编给大家讲讲“自动包装机日常维护及保养,常见故障的解决办法”多头秤自动称重包装机。自动包装机日常维护及保养,注意大小绞龙的轴承工作是否正常,定期在轴承上加油嘴 内向轴承补充添加润滑脂.检查空气压缩气正常使用情况(0.4Mpa—0.6MPa),1、空气压缩气污物排放,1—3天排放一次;2、气桶、气管、电磁阀、气阀、气震的正常使用情况,固定情况,连通气管要定期清洗;3、皮带机运转情况是否正常;4、自动包装机表面保持清洁无污油。山西干混砂浆包装机方案设计
上一篇: 新疆石膏砂浆烘干机设备厂家
下一篇: 内蒙古砂浆包装机技术参数