比较好的五金模具多少钱
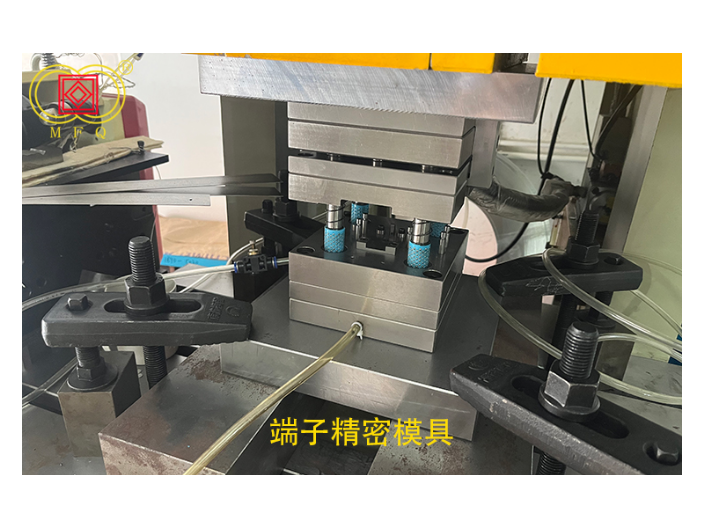
1.电机驱动及选用步进电机是一种将电脉冲转化为角位移的执行机构。共有3种:永磁式、反应式和混合式。混合式集中了前二种的优点,从性价比方面进行综合考虑,拟选用步进角。驱动器的型号、种类较多,细分型为考虑对象。因为细分型可消除电机的低频振荡,可提高电机的输出转矩及分辨率。顾及速度和精度细分系数定为4。2.系统硬件设计数控单元冲模是安装在曲轴式压力机上的,机床的冲压原理不变。需要控制的是两方面内容:首先要确定零点以及各工位点的位置;其次在上冲模往复动作的启停间被加工件的按编码所得的X,Y方向的快速进给送料运动以及这两个动作的协调。即实现冲压和送料动作的同步控制。控制系统框图,如图4所示。光电信号检测电路图,如图5所示。 冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备。比较好的五金模具多少钱

尺寸变异(1)刀口磨耗:毛头太大或尺寸变大(切外形);变小(冲孔);平面度不好。重新研磨或更换冲模。(2)没有引导:引导销或其他定位装置没有作用,送料机没有放松或引导销径不ì,无法矫正引导。定位块磨损,送距过长。(3)冲模太短:弯度变大,倒角不够,成形不完全。(4)逃孔不够:受挤压或括伤或变形。清理逃孔或加大逃孔和深度。(5)顶出不够:送料不顺、料条弯曲、脱料不佳、上模拉料、加长顶出。(6)顶出不当:顶料销配制不当,弹簧力不适当或顶出过长。调整弹力或改变位置或销数量;销磨短配合。(7)导料不佳:导料板长度不ì或导料间隙太大,或模和放料机偏斜或模与送料机距太长。(8)下料变形:部份弯曲件不能容许料重叠,须每次落下,或碟形应变可用压力垫或剪斜à克服。(9)弯曲变形:上弯弯处挤料;近接孔受拉力变形,受力不均弯à倾斜冲头不够长。(10)冲剪变形:材料扭曲不平,尺寸增大或偏心不对称。(11)撞击变形:制品吹出气压太强或重力落下撞击变形。(12)浮屑挤压:废料上浮或细屑留在模面或异物等挤压变异。(13)材料不当:料宽或板厚,材质或材料硬度不适当,也会产生不良。(14)设计不佳:工程安排不好,间隙设定不良,除非变更设计,否则难以克服。 新款五金模具规格是依靠材料的延伸使工序件形成局部凹陷或凸起的冲压工序。
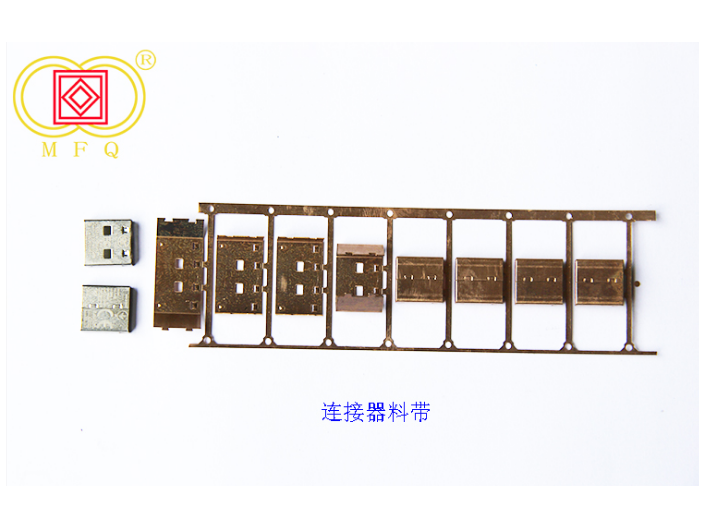
级进模(也称连续模)在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。传递模综合了单工序模和级进模的特点,利用机械手传递系统,实现产品的模内快速传递,可以提高产品的生产效率,减低产品的生产成本,节俭材料成本,并且质量稳定可靠。依产品的加工方法分类依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。冲剪模具:是以剪切作用完成工作的,常用的形式有剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。弯曲模具:是将平整的毛胚弯成一个角度的形状,视零件的形状、精度及生产量的多寡,乃有多种不同形式的模具,如普通弯曲冲模、凸轮弯曲冲模、卷边冲模、圆弧弯曲冲模、折弯冲缝冲模与扭曲冲模等。抽制模具:抽制模具是将平面毛胚制成有底无缝容器。成形模具:指用各种局部变形的方法来改变毛胚的形状,其形式有凸张成形冲模、卷缘成形冲模、颈缩成形冲模、孔凸缘成形冲模、圆缘成形冲模。压缩模具:是利用强大的压力,使金属毛胚流动变形,成为所需的形状。
磨削及抛光加工技术磨削及抛光加工由于精度高、表面质量好、表面粗糙度值低等特点,在精密模具加工中广泛应用。精密模具制造使用数控成形磨床、数控光学曲线磨床、数控连续轨迹坐标磨床及自动抛光机等先进设备和技术。数控测量产品结构的复杂,必然导致模具零件形状的复杂。传统的几何检测手段已无法适应模具的生产。现代模具制造已使用三坐标数控测量机进行模具零件的几何量的测量,模具加工过程的检测手段也取得了很大进展。三坐标数控测量机除了能高精度地测量复杂曲面的数据外,其良好的温度补偿装置、可靠的抗振保护能力、严密的除尘措施以及简便的操作步骤,使得现场自动化检测成为可能。模具先进制造技术的应用改变了传统制模技术模具质量依赖于人为因素,不易控制的状况,使得模具质量依赖于物化因素,整体水平容易控制,模具再现能力强。 传递模综合了单工序模和级进模的特点。
模具配件的检修方法:五金模具配件是指模具行业中使用的用于塑胶模具以及冲压模具等金属配件的总称,通常采用为不锈钢、金属合金以及轴承钢等材质作为模具配件的制作材料,不仅具有较佳的耐磨性以及强韧性能,而且还有较强的耐蚀性以及抗高温性能,为了能够有效延长模具配件的整体使用寿命人们还应掌握相关检修方法。那么,高质量的模具配件主要具有哪些检修方法?一、检查塑料模具配件的导柱以及导套间有无出现磨损的情况。如模具配件出现刮损以及擦损现象时人们应采取添加润滑剂到配件的导柱和导套间,从而能够减少配件的磨损情况以及延长其使用寿命,同时如模具配件出现磨损严重的情况时人们则应重新更换新的配件。二、检查水流情况。如模具配件的水路出口连接的软管流出的水呈现有颜色或者不清澈的状况时则说明模具配件可能出现生锈的情况,为了防止由于配件生锈以及出现水管阻塞等问题人们应注意改进水处理系统才可。三、清洗顶针。由于模具配件经过较长时间的使用后顶针部分容易囤积灰尘等脏物,为了防止灰尘等脏物过多影响使用效果人们应注意定期使用模具清洗液对顶针进行清洗,并且在清洗完后还应涂上一层润滑剂从而防止出现断裂以及擦伤情况。 拉深是把平直毛料或工序件变为空心件,或者把空心件进一步改变形状和尺寸的一种冲压工序。宁夏五金模具多少钱
冲压,是在室温下,利用安装在压力机上的模具对材料施加压力。比较好的五金模具多少钱
导向零件导柱和导套是应用的一种导向零件。其作用是保证凸凹模在冲压工作时有精确的配合间隙。因此,导柱、导套的间隙应小于冲裁间隙。导柱设在下模座,要保证在冲程下死点时,导柱的上端面在上模板顶面以上少5至10毫米。导柱应安排在远离模块和压料板的部位,使操作者的手臂不用越过导柱送取料。支承及夹持零件它包括上下模板、模柄、凸凹模固定板、垫板、限位器等;上下模板是冲模的基础零件;其他各种零件都分别安装固定在上面。模板的平面尺寸,尤其是前后方向应与制件相适应,过大或过小均不利于操作。有些模具(落料、冲孔类模具)为了出件方便,需在模架下设垫板。这时垫板比较好与模板之间用螺钉连接在一起,两垫板的厚度应相等。垫板的间距以能出件为准,不要太大,以免模板断裂。紧固零件它包括螺钉、螺母,弹簧、柱销、垫圈等.一般都采用标准件。冲压模具的标准件用量较多,设计选用时应保证紧固和弹性顶出的需要,避免紧固件暴露在表面操作位置上,防止碰伤人手和妨碍操作。 比较好的五金模具多少钱
上一篇: 河南铝合金拉伸件哪个好
下一篇: 四川眼镜配件怎么样