国内五金模具磨具
首先类工艺零件,这类零件直接参与工艺过程的完成并和坯料有直接接触,包括有工作零件、定位零件、卸料与压料零件等;第二类结构零件,这类零件不直接参与完成工艺过程,也不和坯料有直接接触,只对模具完成工艺过程起保证作用,或对模具功能起完善作用,包括有导向零件、紧固零件、标准件及其它零件等,如表。应该指出,不是所有的冲模都必须具备上述六种零件,尤其是单工序模,但是工作零件和必要的固定零件等是不可缺少的。制造技术模具制造技术现代化是模具工业发展的基础。随着科学技术的发展,计算机技术、信息技术、自动化技术等先进技术正不断向传统制造技术渗透、交叉、融合,对其实施改造,形成先进制造技术。新型冲压模内攻牙技术,引导了不少冲压厂家为了降低成本,引起了一股抢购热潮.模具先进制造技术的发展主要体现在:高速铣削加工普通铣削加工采用低的进给速度和大的切削参数,而高速铣削加工则采用高的进给速度和小的切削参数,高速铣削加工相对于普通铣削加工具有如下特点:a.高效高速铣削的主轴转速一般为15000r/min~40000r/min,比较高可达100000r/min。在切削钢时,其切削速度约为400m/min,比传统的铣削加工高5~10倍。 冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具。国内五金模具磨具
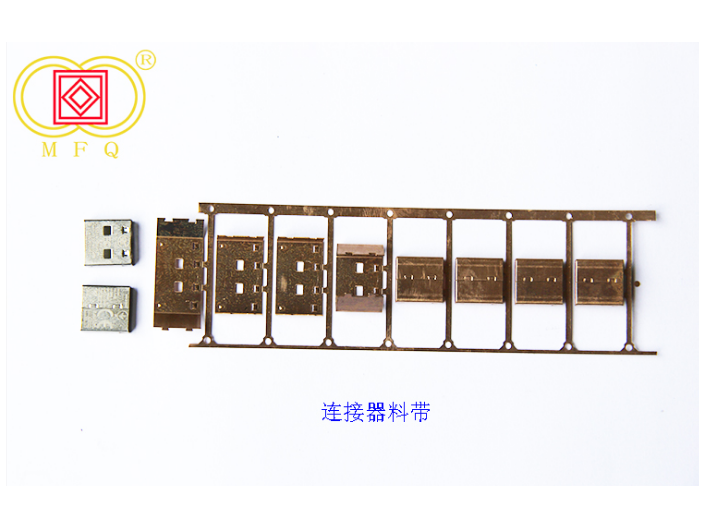
模具的成型从设计,修改,买料等铸成,一副模具也是是由众多的模具零件组配而成,非标定制模具零件的质量直接影响着模具的质量,而非标模具零件的Z终质量又是由精加工来完成保证的,因此说控制好精加工关系重大。在国内大多数的模具制造企业,精加工阶段采用的方法一般是磨削,电加工及钳工处理。在这个阶段要控制好零件变形,内应力,形状公差及尺寸精度等许多技术参数,在具体的生产实践中,操作困难较多,但仍有许多行之有效的经验方法值得借鉴。晟起精密模具配件厂大力从国外引进先进精密加工设备,如CNC铣床,GMD车床,火花机,线割机等,零件的加工精度可达,提高了产品的质量。模具非标零件的加工,非标冲针定做,一个总的指导思想是针对不同的材质,不同的形状,不同的技术要求进行适应性加工,它具有一定的可塑性,可通过对加工的控制,达到好的加工效果。根据零件的外观形状不同,大致可把零件分三类:轴类、板类与异形零件,其共同的工艺过程大致为:粗加工——热处理(淬火、调质)——精磨——电加工——钳工(表面处理)——组配加工。 国内五金模具磨具级进模(也称连续模) 在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中。
冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具的形式很多,冲模也依工作性质,模具构造,模具材料三方面来分类。根据工艺性质分类a.冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。b.弯曲模使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。c.拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。d.成形模是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。e.铆合模是借用外力使参与的零件按照一定的顺序和方式连接或搭接在一起,进而形成一个整体根据工序组合程度分类a.单工序模在压力机的一次行程中,只完成一道冲压工序的模具。b.复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。
我国涌现出一大批模具行业的企业。如,汽车覆盖件模具有“四大家”,大型塑料模具有海尔、华威、群达行,精密冲压模具有国盛、华富,汽车轮胎模具有豪迈、巨轮,铸造模具有一汽铸造、宁波合力、广州型腔、北仑辉旺,精密塑料模具有唯科、宁波横河等等。据武兵书介绍,模具行业已有95家企业被授予“中国重点骨干模具企业”称号,本届上海国际模展期间,中国模具协会还将给第四批10多家企业授牌。届时,“中国重点骨干模具企业”将达到110家左右。长期以来,中国模具工业的发展在地域分布上存在不平衡性,东南沿海地区发展快于中西部地区,南方的发展快于北方,模具生产集中的地区在珠江三角和长江三角地区,其模具产值约占全国产值的三分之二以上。据模具网CEO、深圳市模具技术学会副秘书长罗百辉介绍,这种格局正在发生深层变化,我国模具业正在从较发达的珠三角、长三角地区向内和北方扩展,在产业布局上出现了一些新的模具生产较集中的地区,有京津冀、长沙、成渝、武汉、皖中等地区,模具集聚发展成为新特点,模具园区(城、集聚地等)不断涌现。在东部地区,已形成昆山、无锡精密模具产业集群生产基地;泊头、芜湖汽车模具产业集群生产基地。 弯曲是利用压力使材料产生塑性变形,从而被弯成有一定曲率、一定角度的形状的一种冲压工序。
五金冲压模具设计技巧有哪些!冲压模具是一种特殊的工艺装备,具有操作简便、生产效率高、生产批量大、材料利用率高、加工成本低、产品质量稳定、冲压件互换性好等特点,用五金冲压模具生产的制件所具有的高精度、高一致性是任何其他加工方法都不能比拟的。冲压模具是技术密集型产品,在国民经济各领域、各行各业均得到了的应用。冲压模具和塑料模具设计与制造技术水平的高低,是衡量一个国家制造业水平高低的重要标志,在很大程度上决定着产品的质量、效益和新产品开发的能力。以下塑料模具生产厂家来讲述一些精密五金冲压模具有哪些设计技巧:1、设计技巧:一般先裁边,冲导正,打预断,压线,打凸点,撕口,,后冲孔落料,压毛边,成形,分两步折弯的,先成形一半,后成形另一半.2、在五金模具冲压件冲孔落料时,一般先冲小孔,后冲大孔:先冲落成形周边的废料,再落其它部位的余料:因為冲小孔若放在后面,那麼它在冲裁时,冲子四周对应料带上的部位可能有缺口,这样,冲子在冲压过程中,将会引起受力不均,本来小孔冲子强度很弱,加之受力不均,极容易折断,当然这是大多数情况,有时根据实际情况需要,小孔冲隻能排在后面,不过办法还是有的,如果冲子厚度实在太小,可入行补强。採用脱板精密导向。 如落料模、冲孔模、切断模、切口模、切边模、剖切模等。吉林新款五金模具
拉深是把平直毛料或工序件变为空心件,或者把空心件进一步改变形状和尺寸的一种冲压工序。国内五金模具磨具
检修方法(1)模具松动:冲或模的移动量超过单边间隙。调整组合间隙。(2)冲模倾斜:冲或模的直度不正,或模板间有异物,使模板无法平贴。重新组立或研磨矫正。(3)模板变形:模板硬度或厚度不够,或受外力撞击变形。更换新模板或是更正拆组工作法。(4)模座变形:模座厚度不够或受力不平均,导柱、导套直度变异。研磨矫正或重灌塑胶钢或更换模座或使受力平均。(5)冲模干涉:冲模尺寸,位置是否正确,上下模定位有无偏差,组立後是否会松动,冲床精度不ì,架模不正。(6)冲剪偏斜:冲头强度不够,大小冲头太近,侧向力未平衡,冲半斜。加强剥斜板引导保护作用或冲头加大、小冲头磨短lt增加踵跟长提早支撑引导,注意送料长度。 国内五金模具磨具
上一篇: 辽宁定做手表配件
下一篇: 五金制品商家铝合金拉伸件多少钱