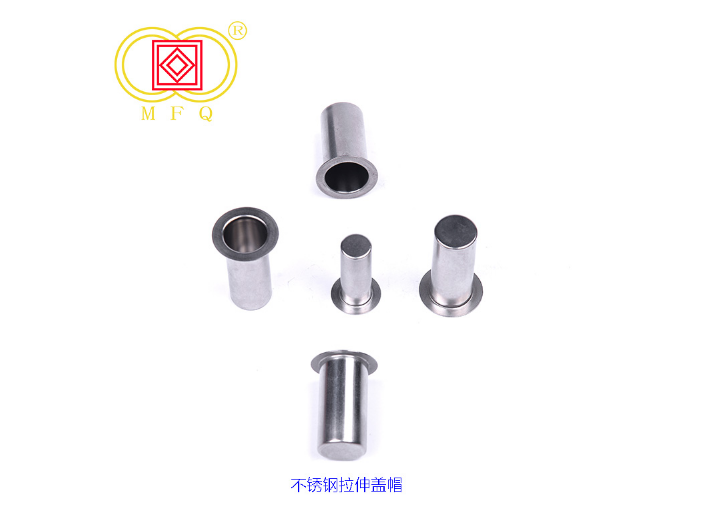
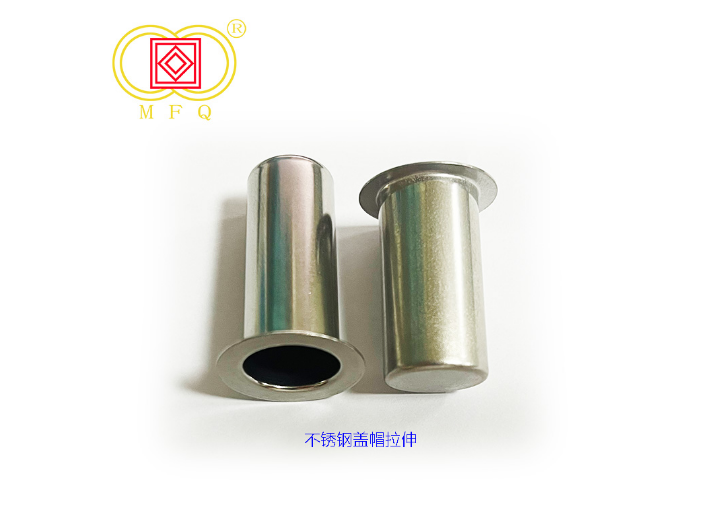
湖北质量不锈钢拉伸
五金拉伸冲压件是五金冲压件里面做工比较精良的加工工艺,那么具体的深圳五金拉伸加工的类型有哪几种呢?精密五金收集了以下几种加工类型,和大家一起分享一下:1:圆筒拉伸加工类型带凸缘(法兰)圆筒产品的拉伸;法兰与底部均为平面形状,其中圆筒侧壁为轴对称,并且在同一圆周上变形均匀分布,让法兰上毛坯产生拉深变形;2:椭圆拉伸加工类型法兰上毛坯的变形为拉伸变形,但其中的变形量与变形比沿轮廓形状相应变化;其中曲率越大的部分,毛坯的塑性变形量就越大,同理,曲率越小的部分,毛坯的塑性变形也就越小;3:矩形拉伸加工类型通过一次拉伸成形的低矩形零件;拉伸时,凸缘变形区圆角处的拉伸阻力大于直边处的拉伸阻力,圆角处的变形程度大于直边处的变形程度。生产过程中真的不可能抽油,尤其是拉伸特殊油,非常有效。湖北质量不锈钢拉伸
五金拉伸工艺的类型和工艺要求都有哪些内容?金属拉伸工艺应结合实际情况,从质量、强度、环境以及生产各个方面综合考虑,选择合理的工艺方案,使生产在保证达到图纸上所提出的基础上,尽可能降低工艺投入。金属拉伸工艺的类型和工艺要求:一、金属拉伸工艺的类型(1)圆筒拉伸:带法兰圆筒的拉伸。法兰与底部均为直面,圆筒为轴对称,在同一圆周上变形均匀,法兰上毛坯产生拉深变形。(2)椭圆拉伸:法兰上毛坯拉伸变形,但变形量与变形比相应变化。曲率越大的部分毛坯的变形量就越大;曲率越小的部分毛坯的变形越小。(3)矩形拉伸:一次拉伸成形的低矩形件。拉伸时凸缘变形区圆角处的拉伸阻力大于直边处的拉伸阻力,圆角处的变形程度大于直边处的变形程度。(4)山形拉伸:侧壁在过程中是悬空的,直到成形结束时才贴模。成形时侧壁的不同部位变形特点不完全相同。(5)丘形拉伸:丘形盖板件在成形过程中的坯件变形不是简单的拉伸变形,而是拉伸和胀形变形同时存在的复合成形。(6)带凸缘半球形拉伸:球形件拉伸时,毛坯与凸模的球形顶部局部接触,其余大部分处于悬空状态。(7)法兰盘拉伸:将拉伸法兰盘部分进行浅拉伸。其应力应变情况类似于压缩翻边。广东五金模具不锈钢拉伸压边力在试模时需要相对调整,设计时一般不那么合理,需要根据产品类型调整压料筋的高度。
冲压拉伸加工厂——拥有多年行业经验,8000平方米厂房,不锈钢拉深工艺需要满足哪些条件?1、首先要知道模具的各种参数,比如凸模的圆角半径r值,它会直接影响断面的强度。R越小,截面越薄,工件的拉应力增大;R越大,冲头与材料的接触面积减小,拉深也减小,材料变薄,钣金容易悬空,造成内部起皱。2.知道模具的圆角半径r。R值过小,会增加法兰流入凹凸模间隙的阻力,增加筒壁传力区的拉应力,难以降低极限拉伸系数;有些材料由于受力不均容易起皱。3、注意凹凸模的间隙l。l太大会影响湛江冲压件的精度,导致毛刺较多,导致产品不合格;l太小会增加模具的摩擦阻力,挤压更多的材料。4、压边力G的调整。G过大会增加拉深过程的阻力;G太小会导致废料起皱并增加抗拉强度。因此,在加工过程中,尽量减少G。
天然金刚石价格昂贵,货源紧缺,因此天然金刚石模并不是人们.终所寻求的即经济又实用的拉丝工具。钣金加工厂家。聚晶金刚石是用经过认真挑选的质量优良的人造金刚石单晶体加上少量硅、钛等结合剂,在高温高压的条件下聚合而成。聚晶金刚石的硬度很高,并有很好的耐磨性,与其它材料相比它具有自己独特的优点:由于天然金刚石的各向异性,在拉丝过程中,当整个孔的周围都处在工作状态下时,天然金刚石在孔的某一位置将发生择优磨损;而聚晶金刚石属于多晶体、具有各向同性的特点,从而避免了模孔磨损不均匀和模孔不圆的现象发生。与硬质合金相比,聚晶金刚石的抗拉强度为常用硬质合金的70%,但比硬质合金硬250%,这样,使得聚晶金刚石模比硬质合金模有更多的优点。用聚晶金刚石制成的拉丝模耐磨性能好,内孔磨损均匀,抗冲击能力强,拉丝效率高,而且价格比天然金刚石便宜许多。因此目前聚晶金刚石拉丝模在拉丝行业中应用。CVD(化学气相沉积法)它既具有单晶金刚石的光洁度、耐温性,又具有聚晶金刚石的耐磨性和价格低廉等优点,在代替稀有的天然金刚石制备拉丝模工具方面取得很好的效果,它的使用将为拉丝模行业带来新的活力。增加拉伸的变形力,甚至导致拉伸件拉伸开裂。

冲压件和拉延件侧面擦伤的几种解决方法:冲压件和拉伸件都是外观件,所以对表面质量要求较高,表面无划痕。因为是薄膜加工,所有的毛条基本上都可以保证表面质量。在模具测试的早期阶段,侧面一直被划伤,经过研究和分析,问题就解决了在设计冲压件和拉延件的模具间隙时,必须综合考虑产品的尺寸、材料、厚度和拉延高度。不合理的芯片间隙设计也会导致划痕。对于高高度或小直径的产品,有必要在模具设计之初就计算出需要多少拉伸工序。如果工艺设计太小,就会出现划痕。对于不锈钢制品,冲压和拉伸零件的模具表面粗糙度对产品的表面质量也有很大的影响,所以尽量抛光模具表面。由于冲压和拉延零件是一个严重变形的过程,应尽量选用液压机,而机械冲床的冲压过程太快,容易使产品在加工过程中表面质量达不到要求。对于冲压件和拉延件,在选择原材料时,必须选择柔软易拉的材料。对于某些特殊产品,应考虑边拉伸边退火。在我们的实际生产和加工中,我们必须多观察和分析,这样我们才能更好更快地解决问题。事实上,冲压和绘图零件的加工并不复杂,我们当然可以加工客户满意的冲压和绘图零件。影响产品开裂的因素有:拉伸材料性能、材料直径和厚度、拉深系数、凹凸模圆角半径、压边力、摩擦系数等。湖北质量不锈钢拉伸
拉伸件厂家生产过程和工艺过程。湖北质量不锈钢拉伸
黄铜拉伸件出现开裂是什么原因?随着社会发展的趋势,冲压产品已经发展到各行各业。那么,黄铜拉伸件开裂是什么原因呢?如何预防?下面让小编为你分析一下。黄铜拉伸件拉拔过程中墙体开裂的几个原因:1.原材料在深冲过程中承受的轴向拉应力不应很大;2.阴模的圆角可能很小;3.拉伸时润湿性差;4.应用的原材料塑性变形差;5.与筒壁传力区的抗压强度有关;6.与筒壁传力区的拉应力有关;7.当筒壁的拉应力超过筒壁原材料的抗压强度时,黄铜拉伸件会在底部圆角与筒壁圆的切线处的“风险截面”处开裂。黄铜拉伸件开裂预防措施:1.减少封边的余量;2.稍微增加凹模圆角半翘曲;3.生产加工中正确使用润滑液;4.采用塑性变形好的原材料或改进车间淬火工艺流程;5.根据改善原材料的物理性能,提高筒壁的抗压强度;6.根据合适的拉延工艺和磨具设计方案,有效定义拉延变形级别,模具圆角半翘,有效提高标准润湿等,以便减小气缸壁的力传递区域中的拉伸应力。湖北质量不锈钢拉伸
上一篇: 海南医疗健康五金模具
下一篇: 上海不锈钢拉伸哪个好