北京拉伸件加工
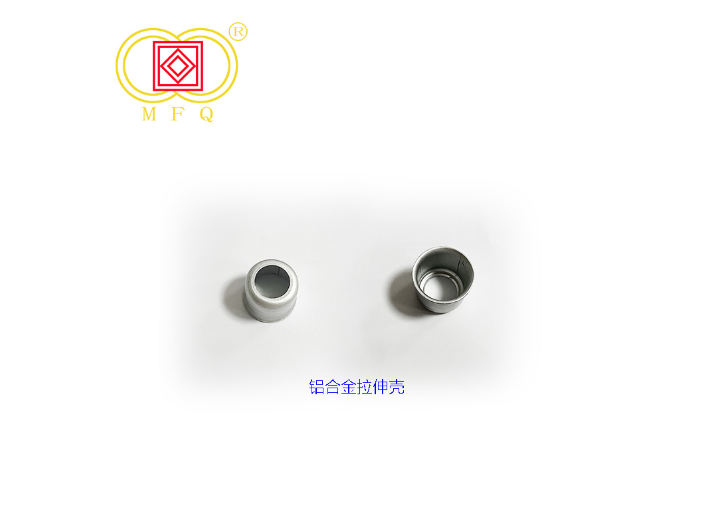
五金拉伸工艺的类型和工艺要求都有哪些内容?金属拉伸工艺应结合实际情况,从质量、强度、环境以及生产各个方面综合考虑,选择合理的工艺方案,使生产在保证达到图纸上所提出的基础上,尽可能降低工艺投入。金属拉伸工艺的类型和工艺要求:一、金属拉伸工艺的类型(1)圆筒拉伸:带法兰圆筒的拉伸。法兰与底部均为直面,圆筒为轴对称,在同一圆周上变形均匀,法兰上毛坯产生拉深变形。(2)椭圆拉伸:法兰上毛坯拉伸变形,但变形量与变形比相应变化。曲率越大的部分毛坯的变形量就越大;曲率越小的部分毛坯的变形越小。(3)矩形拉伸:一次拉伸成形的低矩形件。拉伸时凸缘变形区圆角处的拉伸阻力大于直边处的拉伸阻力,圆角处的变形程度大于直边处的变形程度。(4)山形拉伸:侧壁在过程中是悬空的,直到成形结束时才贴模。成形时侧壁的不同部位变形特点不完全相同。(5)丘形拉伸:丘形盖板件在成形过程中的坯件变形不是简单的拉伸变形,而是拉伸和胀形变形同时存在的复合成形。(6)带凸缘半球形拉伸:球形件拉伸时,毛坯与凸模的球形顶部局部接触,其余大部分处于悬空状态。(7)法兰盘拉伸:将拉伸法兰盘部分进行浅拉伸。其应力应变情况类似于压缩翻边。。
拉伸前要确认型材的长度,再预定拉伸率,确定拉伸长度,即主夹头移动位置。北京拉伸件加工

金属拉伸工艺的方案(1)根据工件图纸,分析工件的形状特点、尺寸大小、精度要求、原材料尺寸和力学性能,并结合可供选用的设备以及批量等因素。良好的拉伸工艺性应保证材料消耗少、工序数目少、占用设备数量少。(2)主要工艺参数计算在冲压工艺分析的基础上,找出工艺的特点与难点,根据实际情况提出各种可能的拉伸工艺方案,内容包括工序性质、工序数目、工序顺序及组合方式等。有时同一种工件也可能存在多个可行的工艺方案,通常每种方案各有优缺点,应进行综合分析、比较,确定出适合的比较好方案。(3)工艺参数指制定工艺方案所依据的数据,如各种成形系数(拉深系数、胀形系数等)、零件展开尺寸以及各种应力等。计算有两种情况,第一种是工艺参数可以计算得比较准确,如零件排样的材料利用率、工件面积等;第二种是工艺参数只能作近似计算,如一般弯曲或拉深成形力、复杂零件坯料展开尺寸等,确定这类工艺参数一般是根据经验公式或图表进行粗略计算,有些需通过试验调整。(4)选择拉伸设备根据要完成的工序性质和各种设备的力能特点,考虑所需的变形力和尺寸大小等主要因素,结合现有设备情况来合理选定设备类型和吨位。 医疗健康拉伸件哪个好当这两个问题出现时,产品一定不能交付,必须进行调整。有这两个问题的产品只能报废,客户不会要的。
拉伸作为主要的冲压工艺之一,金属冲压和拉深得到了的应用。各种圆柱形、矩形、阶梯形、球形、圆锥形、抛物线形等不规则薄壁零件,可采用拉拔工艺制成。你了解虎门冲压拉伸加工厂的加工工艺吗?1、带法兰的半球形深拉:拉制球形零件时,坯料部分与凸模的球顶接触,其余大部分处于悬空、不受约束的自由状态。因此,拉制此类球形零件的主要工艺问题是局部接触部分严重变薄或不稳定和曲面起皱。2、法兰拉伸:对被拉伸产品的法兰部分进行浅拉伸。应力应变条件类似于压缩法兰。成形极限主要受切向压缩应力引起的压缩起皱和起皱敏感性的限制。3、边缘拉伸加工:对前道工序中拉伸产品的翻边部分进行边角再拉伸。这种加工要求材料具有良好的可塑性。4、深拉深加工:超过拉深加工极限的拉深产品,必须经过两次以上的拉深才能完成。上一工位深度方向拉伸过的产品,应在深度方向重新拉伸。5、圆锥拉深:对于10~30度的深圆锥零件,由于坯料深度大、变形大,只有坯料与凸模接触的局部区域传递成形力,非常容易成形。造成毛坯过薄甚至局部断裂,需要多次过渡后逐渐成型。
汽车拉伸件的选取注意事项(1)拉伸件的制作尽量选用规范模架,而规范模架的型式和规范就决议了上、下模座的型式和规范。若是需求自行规划模座,则圆形模座的直径应比凹模板直径大30~70mm,矩形模座的长度应比凹模板长度大40~70mm,其宽度能够略大或等于凹模板的宽度。模座的厚度可参照规范模座断定,通常为凹模板厚度的,以确保有满足的强度和刚度。关于大型非规范模座,还有必要依据实际需求,按铸件技术性需求和铸件布局规划规范进行规划。(2)所选用或规划的模座有必要与所选压力机的作业台和滑块的有关尺度相适应,并进行必要的校核。比方,下模座的小概括尺度,应比压力机作业台上漏料孔的尺度每边至少要大40~50mm。(3)模座资料通常选用HT200、HT250,也可选用Q235、Q255布局钢,关于大型精细模具的模座选用铸钢ZG35、ZG45。(4)模座的上、下外表的平行度应到达需求,平行度公役通常为4级。(5)上、下模座的导套、导柱装置孔中间距有必要共同,精度通常需求在±;模座的导柱、导套装置孔的轴线应与模座的上、下平面笔直,装置滑动式导柱和导套时,笔直度公役通常为4级。(6)模座的上、下外表粗糙度为~μm,在确保平行度的前提下,可答应下降为μm。 生产过程中真的不可能抽油,尤其是拉伸特殊油,非常有效。
拉伸件模具的拉伤要怎么解决呢?拉伸件与模具之间,在模具与成形材料之间加一层PVC之类的薄膜,有时也可以解决工件的拉伤问题。对于生产线通过机构可以达到连续供给薄膜,而对于周期生产的冲压设备,每生产一件工件需加一张薄膜,影响生产效率,此方法一般成本也很高,还会生产大量废料,对于小批量的大型工件的生产采用此种方法是可取的。被成形工件的原材料方面,通过对原材料进行表面处理,如对原材料进行磷化、喷塑或其他表面处理,使被成形材料表面形成一层非金属模层,可以减轻或消除工件的拉伤,这种方法往往成本较高,并需要添加另外的生产设备和增加生产工序,尽管这种方法有时有些效果,实际生产中应用却很少。模具方面通过改变模具凸、凹模材料或对模具凸、凹模进行表面处理或者选用合适的模具材料,使被拉伸材料与凸、凹模这样接触性质发生改变。实践证明,这是解决拉伤问题经济而有效的方法,也是目前采用的方法。 优利胶用久了会缩水,强度也不会像当初那么大,必须换新的,但是价格比氮气弹簧便宜很多。北京拉伸件加工
压边力在试模时需要相对调整,设计时一般不那么合理,需要根据产品类型调整压料筋的高度。北京拉伸件加工
大面板中的工艺切割有什么作用?当需要在面板冲压/的中部制作一些较深的局部凸起或鼓包时,在深冲时,由于无法从毛坯外部补充材料,拉伸件小编工件的零件经常会断裂。此时,可以考虑在局部突出变形区域中的适当位置冲压工艺切口或工艺孔,使得容易破裂的区域可以由来自变形区域内部的材料补充。如何空白工艺切割?工艺切割有两种冲压处理方法:1.落料时冲出此方法用于局部成形深度较浅的场合。2.拉深时切掉这是一种常用的方法,可以充分利用材料的塑性,即在拉深开始时,利用材料的径向延伸,再切掉工艺切口。通过使用材料的切向延伸,可以获得更大的成形深度。在深冲中切割工艺孔时,经常使用撕裂工艺,这并不能完全分离材料。切口的废料可以在修剪过程中去除。否则,将很难从模具中移除废料。4.工艺切割的布局原则是什么?加工切口的大小和形状取决于其所在的区域和向外补充材料的要求。一般来说,拉伸件小编认为应遵循以下原则:1.切口应与局部突起的形状和轮廓相适应,从而使材料合理流动。2.切口之间应有足够的搭边,使冲头收紧材料,使成形清晰,避免波纹等缺陷,使切边、切割后能获得良好的翻边孔边缘质量。3.切口的切除部分。 北京拉伸件加工
上一篇: 锂电池眼镜配件定制
下一篇: 江苏五金平磨平面哪里买