长沙yg8钨钢
钨钢和粉末高速钢都是常见的工模具和刀具行业材料,它们之间的区别主要有以下几个方面:①成分上的区别:钨钢主要是钨和碳的合金,主要成分为碳化钨和钴,占其所有成分的99%,1%为其他金属,所以钨钢又称为硬质合金。而粉末高速钢是一种成分复杂的合金钢,含有铬、钒、钨、钼、钴等碳化物形成元素,合金元素总量高达20%~40%左右。②生产工艺的区别:钨钢的生产流程一般为:配料,湿磨,掺胶、干燥、制粒,混合粒,成形,烧结。而粉末钢冶炼工艺主要由雾化制粉-粉末筛分-静压成形-烧结-锻轧成形5部分组成。钨钢刀具可以用于切割硬质材料如陶瓷和玻璃。长沙yg8钨钢
钨钢刀具
如何选择标准件和非标件呢?在选择标准件和非标件时,需要根据具体情况进行评估和选择。对于一些通用的零部件,可以选择标准件以降低生产成本和生产周期。而对于一些特殊的产品或者生产工艺,则需要选择非标件以满足特定的要求。在选择非标件时,需要注意生产厂家的信誉和实力,以确保其质量和可靠的性能。总之,标准件和非标件在制造业中都发挥着重要的作用。它们之间的区别在于是否具有通用性和互换性、生产成本和生产周期、质量和性能以及应用范围等方面。在选择时需要根据具体情况进行评估和选择,以确保满足产品的要求与性能。标准件和非标件的区别通用性和互换性:标准件具有通用性和互换性,可以在不同的产品中通用,而非标件则不具备这些特点,需要根据具体的产品设计或者生产工艺进行定制。生产成本和生产周期:由于标准件可以批量生产,因此生产成本较低,生产周期也较短。而非标件需要定制,生产成本较高,生产周期也较长。质量和性能:标准件由于具有通用性和互换性,因此质量和性能相对稳定,而非标件则需要根据具体的产品设计或者生产工艺进行定制,质量和性能可能存在差异。应用范围:标准件在制造业中得到了广泛的应用,而非标件则通常在特定的情况下使用。钨钢加工厂家钨钢刀具的刀具材料均匀性好,可以提高刀具的稳定性。

钨钢刀具维护技巧有哪些?①刀具润滑和冷却:在机加工过程中,钨钢铣刀需要保持润滑和冷却。切削过程中产生的高温和摩擦可能会损坏刀具,因此应使用正确的切削液来降低刀具的摩擦和温度,保持其表面光洁,减少磨损和损坏。②定期检查刀具磨损和损坏:定期检查钨钢铣刀的磨损和损坏可以有效预防故障,并提高生产效率。检查应包括检查刀具的表面状况,切削刃的磨损程度,以及刀柄是否有裂纹等。如果发现任何问题,应立即更换或维修刀具。③使用正确的切削参数:使用正确的切削参数可以有效减少钨钢铣刀的磨损和损坏,延长其使用寿命。应根据材料的种类和切削条件选择正确的刀具类型,并调整切削速度、进给速度和切削深度等参数,以确保切削效果更佳。
如何测定钨钢刀具的硬度呢?测定钨钢刀具的硬度可以使用硬度试验机。以下是一种可能的方法:选择合适的硬度测试方法。钨钢的硬度测试通常使用洛氏硬度(HR)或维氏硬度(HV)。这两种方法都可以用来测量硬质合金的硬度。使用硬度试验机进行测试。将钨钢刀具固定在试验机上,确保其不会在测试过程中移动。然后,使用专有的硬度测试压头在刀具的不同部位进行测试,以确保结果的代表性。解读结果。硬度试验机会给出硬度值。洛氏硬度值的范围在HRB(较软)到HRC(较硬)之间,而维氏硬度值的范围在HV200(较软)到HV3000(较硬)之间。请注意,每种材料的硬度都会因成分、热处理和其它工艺参数而有所不同。因此,测得的硬度值应与该材料的相关标准或已知的硬度范围进行比较,以确定其性能。钨钢刀具的刀刃通常具有高硬度和耐磨性。
什么是钨钢铣刀呢?铣刀是一种用于机械加工的切削工具,通常用于将工件表面上的材料去除以达到所需形状和尺寸的目的。铣刀通常由刀柄和刀片组成,刀片上有多个齿,可以通过旋转切削工件表面。铣刀广泛应用于各种机械加工领域,如制造航空航天零部件、汽车零部件、机械零件等。根据铣刀的不同形状和用途,可分为平面铣刀、球头铣刀、T型铣刀、侧铣刀等多种类型。铣刀的选择和使用取决于加工的材料和所需的形状和尺寸,需要根据具体情况进行选择和使用。同时,铣刀的保养和磨损情况也需要注意,以确保铣刀的切削效率和使用寿命。钨钢刀具是一种高硬度和高耐磨性的刀具材料。苏州YU06A钨钢耐磨度
钨钢刀具可以用于切割纸张、布料和纤维材料。长沙yg8钨钢
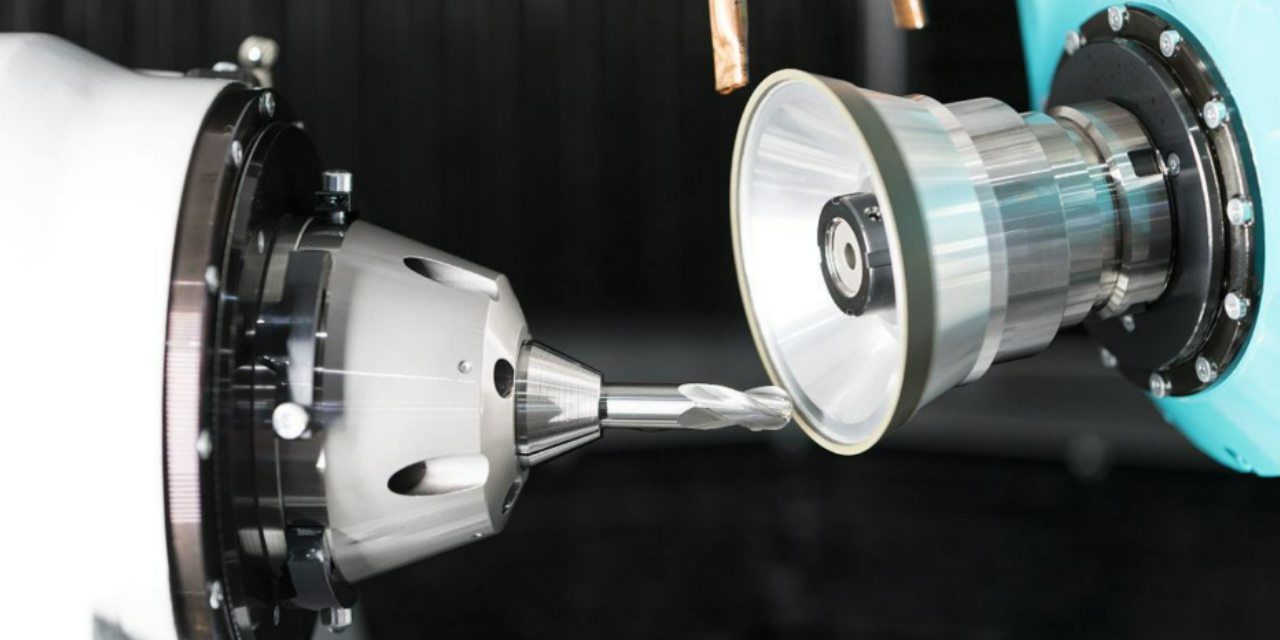
5轴联动加工能做什么呢?5轴加工中心的真正价值在于它可以实施使X、Y、Z三个轴和A、C两个旋转轴同步、同时边控制边使之运动的“5轴联动加工”。这要求加工机和CAM必须支持5轴联动加工,且加工数据的创建也极其困难。工作台和主轴都是动态移动的,所以如果设置中稍有疏忽,主轴和工作台就会立即发生碰撞。它需要固定5轴加工所不具备的先进技术。我想日本也很少有能够熟练使用同时5轴加工的加工企业。本文无法展现其运动,但请在互联网上观看“5轴联动加工”的视频等。在固定5轴加工中,需要使工作台以某个斜度停住进行加工,然后使工作台以下一个斜度停住进行加工,如此逐个固定工作台的斜度。虽然像叶轮那样的复杂形状也可以通过多次改变斜度来加工,但可以想象这将需要花费多大的人力。相对于此,在5轴联动加工中,能够使工作台与主轴运动同步,同时使工作台连续倾斜进行加工。只要有立铣刀进入的间隙,就可以巧妙地避开工件,在不停止工作台的情况下进行连续加工。长沙yg8钨钢
上一篇: 惠州加工不锈钢钨钢硬度
下一篇: 苏州YU06A钨钢耐磨度