广东环保型电池弹簧定做
1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。 2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。 3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。 4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。玖胜弹簧专注弹簧行业多年,拥有完善的检测设备,材料多样,设备齐全,库存充足,能完全满足各位需求。广东环保型电池弹簧定做
弹簧不到位及失效原因在实际工作中,我们常碰到弹簧不能把运动物体推到设定的位置,也就是说弹簧的计算自由长度变短了。其主要原因是没有作初压缩处理,就是把一根制造成的弹簧,用较大的力把它压缩到他的压缩高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3-6次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生长久变形。在实际工作中,压簧即使受到超出材料弹性限以外的力,也应能维持它的工作长度。因此,弹簧预防措施成品簧的长度应等于弹簧的计算长度加初压缩量,可避免簧不到位,以免簧圈并紧时发生危险应力,导致弹簧示性线发生异常而不到位。成品簧在热处理过程中,特别是需经淬硬和回火工艺,一定要将工件横置(卧)在炉内,以防弹簧因自重作用而变短导致作业不到位。东莞不锈钢304电池弹簧定做玖胜压缩弹簧生产厂家已经通过IS9001质量体系认证,提供各种检测报告:材质证明,SGS报告,膜厚测试等!
在新能源领域,弹簧前景十分广阔。作用方面,在新能源汽车中,各类弹簧如悬架弹簧起到支撑和缓冲车辆行驶震动的关键作用,确保车辆的平稳性和舒适性。从前景看,随着新能源汽车产量不断攀升,对弹簧的性能和质量要求会更高,促使弹簧产业不断创新研发强度高、精度高的弹簧,未来还会拓展到新能源汽车更多的新零部件系统中发挥独特作用。在新能源储能领域,弹簧有着良好的前景。在储能电站的一些设备中,弹簧可以用于压力释放装置等。其作用是在设备内部压力异常时,弹簧能及时响应释放压力,保障整个储能系统的安全。随着储能产业的大规模发展,弹簧的种类和性能将不断优化,在储能设备中扮演的角色也会越来越重要。
当不锈钢弹簧用一段时间后,或者弹簧刚刚从机器上生产出来的时候,表面难免会出现油污,在处理油污的时候不运用妥当的方法,那就不但去不了油污,反而会损坏弹簧。那么弹簧生产厂家是如何为不锈钢弹簧去除油污的呢?下面玖胜弹簧生产厂家为大家介绍以下去除不锈钢弹簧表面油污的三种方法:1、将不锈钢弹簧放入清水稀释过的清洗剂中,清水与清洗剂的稀释比例为1:1或1:2,侵泡时间不宜过长,在不锈钢弹簧表面无油污后取出用清水冲洗干净,这样就可以使不锈钢弹簧恢复亚光效果。2、在超声波设备中清洗剂与清水的配比为1:30左右,侵泡时间不宜过长,在不锈钢弹簧表面无油污后取出用清水冲洗干净,这样就可以使不锈钢弹簧恢复亚光效果。3、将不锈钢弹簧放入有粗磨料和清洗剂的振动光饰机中,对弹簧进行研磨抛光后,取出不锈钢弹簧用清水清洗,弹簧表面不但没有划痕,还会更有光洁度。现在生产不锈钢弹簧的厂家非常多,有很多弹簧生产厂家对弹簧的生产不够严谨,导致弹簧的质量出现问题,所以一定要在生产时对弹簧妥善处理,在使用过程中,要避免弹簧的腐蚀损伤,才能让其保持性能。弹簧的寿命受到多种因素的影响,如材质、工艺和使用环境等。
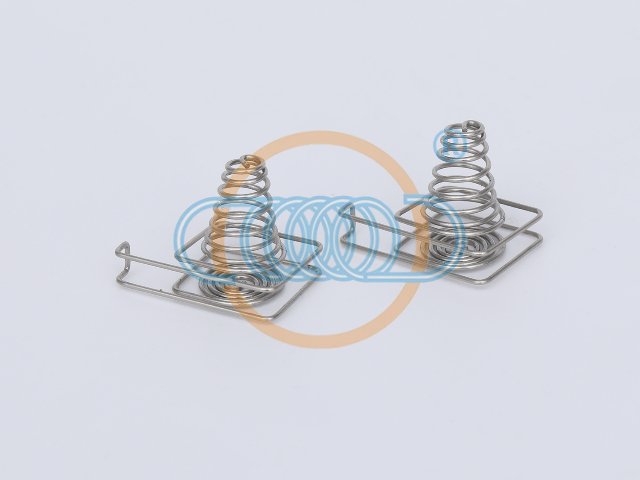
为了确保电池弹簧的质量,严格的检测流程必不可少。在生产过程中,会进行尺寸测量,检查弹簧的直径、长度、圈数等是否符合设计标准。同时,通过电阻测试来评估弹簧的导电性,确保电流传输的顺畅。弹性测试也是关键环节,检测弹簧在不同压力下的变形程度和恢复能力,以保证其能够提供稳定的接触压力。此外,还会进行耐腐蚀性测试,模拟不同环境条件,验证弹簧在恶劣环境中的可靠性。只有经过严格检测工序的电池弹簧,才能投入市场使用。电池弹簧经常被用到电器行业,玩具行业,数码产品等上面。广东环保型电池弹簧品质有保障吗
玖胜专业为您提供弹簧设计,计算,研发,定制,来料加工,各种非标弹簧生产,20年弹簧定制经验。广东环保型电池弹簧定做
电池弹簧片弹簧端部磨削加工的作用: (a)提高圈对弹簧轴线的垂直度以及两端面的平行度。 (b)有效地降低了弹簧的自由高度和压并高度,减少弹簧的安装空间。 (c)提供支承平面,保证弹簧工作位置的稳定性。 (d)减轻弹簧的屈曲现象。 通常性况下,压缩弹簧的磨面角为270°或磨削的圆弧长度不少于3/4圈。 磨削后弹簧端部厚度应在(0.25~0.3)d(料径)之间。 端部磨削后的粗糙度一般为3.2左右
电池弹簧片弹簧的端部加工有两种: 1 车削:一般在车床上,采用简单工装,在车床上用车刀来车削弹簧。 2 手工磨削:一般为干磨,它是由人工或借助简单工装,在砂轮机上由操作者经验来磨削弹簧 广东环保型电池弹簧定做
上一篇: 不锈钢304电池弹簧生产工艺
下一篇: 琴钢线压力弹簧出售