工厂焊接法兰市面价
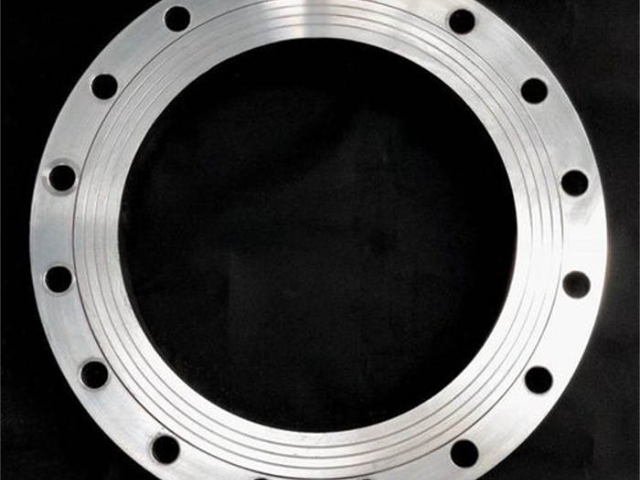
焊接法兰是一种常用的连接管道和设备的方法,它由两个具有相同形状和尺寸的法兰组成,通过焊接将它们连接在一起。焊接法兰通常由以下两百字段落组成: 1. 法兰面:焊接法兰的两个面是平坦的,用于与管道或设备的法兰面接触。这些面通常是光滑的,以确保密封性能。 2. 螺孔:焊接法兰上通常有一些螺孔,用于安装螺栓和螺母,以将法兰与管道或设备固定在一起。这些螺孔通常位于法兰的外圆上,形成一个圆形的模式。 3. 焊接缝:焊接法兰的两个部分通过焊接缝连接在一起。焊接缝通常是通过电弧焊接或气体保护焊接等方法形成的,以确保连接的强度和密封性。 4. 密封面:焊接法兰的密封面是法兰面上的一部分,用于与管道或设备的密封面接触。这些密封面通常是光滑的,并且可以使用垫片或密封圈来确保密封性能。 5. 材料:焊接法兰通常由金属材料制成,如碳钢、不锈钢或合金钢等。选择适当的材料取决于应用的要求,如耐腐蚀性能、耐高温性能和强度要求等。 总的来说,焊接法兰是一种常用的连接管道和设备的方法,它具有良好的强度和密封性能,适用于各种工业领域的应用。46. 焊接法兰的连接需要进行焊接工艺的环境改善。工厂焊接法兰市面价
特高压高颈对焊法兰与钢管的环向焊接方法前期主要有2种,即:手工气保焊和全自动摆动气保焊。基于以上2种焊接方式后,个别特高压钢管塔生产厂家针对该焊接工艺特点、生产流程、构件形状等要素,自行研制了内外埋弧焊环焊专机来实现高颈对焊法兰与钢管的环向焊接,该工艺是采用埋弧焊对工件进行双面熔透焊接,并在焊接过程中无需进行清根处理,在保证焊接质量的前提下比较大限度地提高了焊接效率。目前已能够实现顶小直径300mm左右的埋弧焊双面焊接。随着高颈对焊法兰的不断生产,焊接方法、焊接技术亦在不断地改进。根据实际工件的规格尺寸,可以合理地选择手工气保焊、全自动摇摆气保焊或埋弧焊等焊接方案。关于焊接法兰商家13. 焊接法兰的连接需要进行焊接工艺的评估。

减小热裂纹倾向的措施有:(1)降低材料中S、P等杂质元素的含量。(2)适当提高Mn/S比,可以置换Fe-FeS低熔点共晶物的Fe,形成熔点1620Co的MnS,从而提高焊缝的抗裂性能。WC=0.10~0.12%,WMn=2.5%以前有作用WC=0.13~0.20%,WMn=1.8%以下有作用WC=0.21~0.23%,WMn有益影响范围更窄。3)采用适当焊接方法和工艺,控制线能量输入,减少焊缝过热。4)在焊接材料中加入Ti、Mo、Nb或稀土元素,抑制柱状晶粒发展,细化晶粒,明显改善性能。
焊接法兰是一种常用的连接管道和设备的方法。它由两个圆形的金属环组成,中间有一个孔用于连接管道。焊接法兰通常由碳钢、不锈钢或合金钢制成,具有难度和耐腐蚀性。 焊接法兰的使用非常普遍,特别适用于高压和高温的工作环境。它可以连接各种类型的管道,如钢管、铸铁管和塑料管。焊接法兰还可以连接不同材料的管道,如钢管和不锈钢管。 焊接法兰的安装相对简单,需要将法兰与管道的末端对齐,然后使用焊接方法将其固定在一起。常见的焊接方法包括手工电弧焊、气体保护焊和TIG焊接。焊接完成后,法兰与管道之间形成了坚固的连接,能够承受高压和高温的工作条件。 焊接法兰具有许多优点,如连接牢固、密封性好、耐腐蚀性强等。它可以在各种工业领域中使用,如化工、石油、天然气、造船等。焊接法兰还可以根据需要进行定制,以适应不同的管道和设备要求。 总之,焊接法兰是一种可靠和经济的连接方法,普遍应用于各种工业领域。它能够确保管道和设备的安全运行,并提供良好的密封性能。37. 焊接法兰可以提高管道系统的故障诊断能力。

焊接法兰时需要注意以下几点: 1.选择合适的焊接方法:根据法兰的材质和要求,选择合适的焊接方法,常见的有手工电弧焊、气体保护焊、等离子焊等。 2.准备工作:在焊接之前,需要对法兰进行清洁和处理,确保焊接表面干净、无油污和氧化物。同时,还需检查法兰的尺寸和形状是否符合要求。 3.焊接参数的控制:根据焊接方法和材质的要求,控制好焊接电流、电压、焊接速度等参数,以确保焊接质量。 4.焊接顺序的选择:对于复杂的法兰结构,需要根据焊接顺序进行合理安排,先焊接内圈,再焊接外圈,以保证焊接的稳定性和一致性。 5.焊接过程的监控:在焊接过程中,需要不断检查焊接质量,如焊缝的均匀性、焊接温度的控制等,及时调整焊接参数,确保焊接质量。 6.焊后处理:焊接完成后,需要对焊缝进行清理和处理,去除焊渣和氧化物,以提高焊接的美观度和耐腐蚀性。 总之,焊接法兰时需要注意选择合适的焊接方法、进行准备工作、控制焊接参数、选择合理的焊接顺序、监控焊接过程和进行焊后处理,以确保焊接质量和法兰的使用性能。12. 焊接法兰可以实现管道系统的模块化设计。本地焊接法兰生产厂家
69. 焊接法兰的连接需要进行焊接工艺的安全控制。工厂焊接法兰市面价
位焊(1)定位焊焊接必须由持相应资格证书的焊工进行施焊。(2)定位焊焊缝附近的母材表面和两侧应均匀、光洁,且应无毛刺、裂纹、氧化皮、锈蚀、油脂、水等杂质。(3)定位焊焊缝厚度不应小于3mm,且不超过设计焊缝高度的2/3,长度不应小于40mm,其间距宜为200~300mm。定位焊焊缝一般不少于3点,且应均匀分布。3.4.2焊接环境(1)气保焊时风速≤2m/s。(2)空气相对湿度≤80%。(3)焊件表面需保持干燥。(4)焊接环境比较好处于常温状态,≥0℃。3.4.3预热和道间温度控制(1)预热温度和道间温度应根据钢材的化学成分、接头的拘束状态、热输入大小、熔敷金属氢含量水平及所采用的焊接方法等综合因素确定或进行焊接试验。(2)焊接过程中比较低道间温度≥预热温度,比较高道间温度≤230℃。工厂焊接法兰市面价
上一篇: 荆门镀锌管供应商
下一篇: 本地焊接法兰实时价格