浙江绝缘水冷工厂
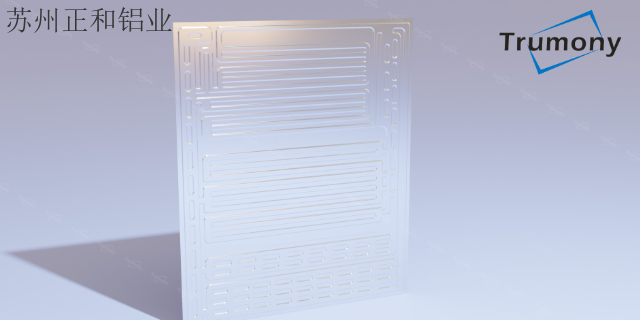
水冷板生产工艺复杂程度远高于风冷散热器。水冷板工艺主要为原材料冲压—清洗—涂钎剂—铆接—钎焊—检测—封胶等主要过程,一般的水冷板生产技术工艺有埋管工艺、型材+焊接、机加工+焊接、压铸+焊接。目前市场的水冷板类型主要有口琴管式水冷板、冲压式水冷板、吹胀式水冷板、平行流管式水冷带、型材加搅拌摩擦焊水冷板,只有具备较强技术沉淀的厂家才能提供可靠的技术支持。水冷板生产工艺对比一般的风冷散热器来说更复杂,水冷散热对于工艺上的可靠性要求较高,因而有较强的技术沉淀的厂家才能提供可靠的技术支持。昆山哪家公司的水冷的价格比较划算?浙江绝缘水冷工厂
设计案例以上是结合主流OEM的先进动力电池热管理系统的水冷板布置方式对于温差的初步说明,接下来具体讲一下水冷板的设计思路。以方壳电池为例:通过对整车动力性参数的分解,可确认电芯的恶劣工况,由此可初步确认电芯在此工况下的发热数据(设计初期可以选用平均发热数据,但是一定要考虑电芯在EOL状态的发热量的增加)。(1)确定冷却板与制冷液界面的换热系数h,如下图:通过假定设立电芯初始温度,设定不同换热系数h,冷却液温度,得到的温升曲线,从而通过公式反推达到初步的设计目标所需要的流量Q,冷却液温度T范围。动力电池水冷报价水冷应用于什么样的场合?
高低温除了影响锂离子电池寿命,危害电池安全性,除此以外,锂离子电池内部及电池系 统电池之间的温差也是影响动力电池系统寿命的关键因素。要实现以上目标,就需要良好的动力电池热管理技术来实现系统目标。众所周知,动力电池系统常用的热管理系统主要有自然冷却,风冷,液冷,冷媒直冷。其中,自然冷却主要靠电池系统箱体将热量传递到周围空气,电池系统的温差良好,效率差;风冷主要靠抽取乘员舱的强对流空气带走电池产生的热量,电池系统温差一般,效率较自然冷却有所提高,但是不能满足电池系统IP67/IP6K9K的设计需求;液冷主要靠强对流冷却液带走电池产生的热量,电池系统温差良好,冷却效率有大幅度提高;冷媒直冷主要靠空调工质的相变把电池产生的热量带走,对于高能量电池包来讲,温差很难控制,但是效率高。由此可见, 现阶段电池系统热管理可靠,高效的方式是液冷。
对冷板的重量有严格要求,这来自于动力锂离子电池系统对能量密度的追求,严重拉低系统能量密度的冷却系统,是客户和设计者都根本无法接受的。液冷系统利用液体流动换热系数较大的特性,依靠液体流动转移高热量,是目前有效的散热方式之一,可消散几百瓦到上千瓦的热量。该厂家标准管路液冷板通过放置冷却液管,直接与被冷却设备底板接触,可以在设备和冷却液之间减少热交换介面的数量,从而维持低热阻,提高性能。该厂家是根据液冷板的工艺类型对液冷板类型做划分,重要有:真空钎焊式水冷板(AluminumVacuumbrazingColdplate)、搅拌摩擦焊式水冷板(FSWColdplate)、埋管式水冷板(ExposedTubeColdplate)和深孔钻/腔体式水冷板(Aluminum/CopperPlateLongHoleDrilled)等几种液体冷却方式。他们各自的优缺点。正和铝业致力于提供水冷,有想法的可以来电咨询!
所述的电池冷却系统,包括第二热交换器21、第四电动水泵24、动力电池25、变压器(直流→直流)23、充电机22、第二冷却液罐26、电动压缩机20及冷凝器19;构成的电池冷却回路分为电池冷却回路及电池冷却第二回路;电池冷却回路为:第二热交换器21→电动压缩机20→冷凝器19→第二热交换器21;电池冷却第二回路:第二热交换器21→第四电动水泵24→动力电池25→变压器(直流→直流)23→充电机22→第二热交换器21;进一步地,所述的低温散热器18及中温散热器17布置于高温散热器16前方,通过螺栓连接固定。进一步地,所述的高温冷却系统、中温冷却系统及低温冷却系统均与冷却液罐14连接进行冷却液补偿及返气;所述的冷却液罐14布置于机舱后部流水槽处,通过卡接方式连接固定。正和铝业是一家专业提供水冷的公司,欢迎新老客户来电!江苏水冷板水冷供应商
哪家的水冷性价比比较高?浙江绝缘水冷工厂
浅埋管工艺:适用单面安装,铜管压扁后与铝板同时铣面,充分利于铜管高导热性能带走热量,利用铝的轻量化起到减重及成本控制用途。深埋管工艺:填料为美国进口高导热环氧树脂,被冷却器件温差要求不高的情况下,可单双面安装,因铜管厚度没有进行二次加工,且有填料保护可供应应用的安全性,特别适合冷媒为介质的冷板使用。焊管工艺:适合铜板+铜管的方式,以此降低板材厚度起到减重效果。双面夹管工艺:合两面安装器件,工艺简单成本低;铝板+铝管铜管不锈钢管。浙江绝缘水冷工厂
上一篇: 广东动力电池水冷工厂
下一篇: 标准逆变器换热以客为尊