广东正规搅拌摩擦焊
旋转速度相同条件下,焊接速度越高,焊缝表面越粗糙,甚至出现参差不齐的飞边。而相同焊接速度条件下,旋转速度越高,焊缝表面越光滑,没有或有少量飞边。搅拌摩擦焊接过程中的线能量与旋转速度、摩擦系数和焊接力等成正比,与焊接速度成反比。因此,旋转速度相同时,焊接速度越高,焊接线能量越低,相应的接头金属塑化情况变差,焊缝表面越粗糙。而相同焊接速度条件下,旋转速度越高,焊接线能量越高,接头金属塑化情况得到改善,因而焊缝表面越光滑。不同旋转速度条件下焊缝表面亮度不同。旋转速度较低时,焊缝表面比较暗,转速950r/min时焊缝表面局部发黑;随着旋转速度的提高,焊缝表面的亮度增加,在旋转速度为1500r/min时,焊缝表面呈银白色。这是由于作用于接头的搅拌头分为搅拌针和轴肩两部分,如图5所示。随着旋转速度的增加,轴肩与接头金属之间作用产生的热量不能够迅速向接头内部扩散,在焊缝表面形成能力聚积,可以认为焊缝表层的能力聚积使表层金属为中国制造工业技术的发展和提高做出了Zhuo越贡献。-智谷。广东正规搅拌摩擦焊
搅拌摩擦焊
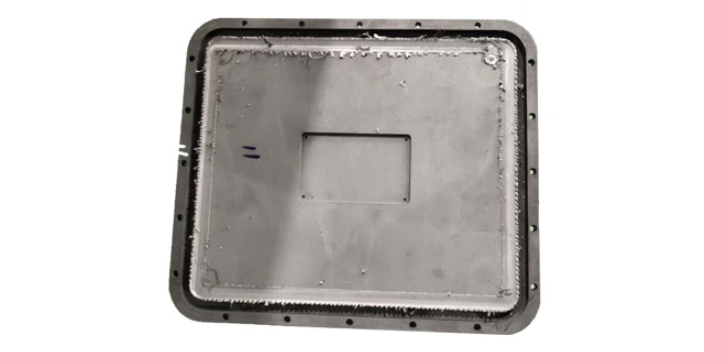
节能环保是汽车制造业的大势所趋,解决汽车高排放ZUI 直观的方式是车身轻量化。铝作为地球上含量ZUI多的金属材料,其密度为铁的1/3.虽然纯铝的强度很低,但是随着强度足以和普通钢材相媲美的铝、铜、铝镁及铝硅等铝合金材料的不断开发,铝被认为是未来车身的重要材料。但另一 方面,铝很活泼,在特定条件下甚至能在空气中燃烧。在大气环境下,铝和铝合金表面始终有一层致密的氧化膜,加 铝/铝合金优良的导热性,使得铝和铝合金的焊接尤为困难。 而且,在铝/铝合金爆化焊过程中,由于大的热输入量,使得热应变非常严重。这些都限制了铝和铝合金的应用。搅拌摩擦焊是一种在机械力和摩擦热共同作用下的固相连接方法,正好避免了铝合金的以上问题,现在已经被应用到新能源汽车等轻量化需求的焊接。中山搅拌摩擦焊焊缝完全解决了铝合金的特殊物理性质造成的困扰-搅拌摩擦焊厂家。
搅拌摩擦焊研究 基于搅拌摩擦焊技术的优越性和在飞机制造系统中的潜在应用。国际上的飞视制造商在得到英国得接研究所专利许可和技术支持的基础上,相互合作,共同研究,积极探索搅拌摩擦焊技术在飞机制造系统中的各种应用,开展了多个有关搅拌摩擦焊的研究项目和课题。 欧洲航空工业公司在几年前就开展了两项重要的有关搅拌摩擦焊的研究,来深入了解搅拌摩擦焊技术在飞机上应用的潜在可能性,其中一项主要研究焊接过程中的技术问题;另外一项研究飞犹犹身要求的板件制造过程中的结构试验技术;除此以外还有国际间的项目,完成通用技术研究。搅拌摩擦焊在商用飞机主要承力结构件上的应用将取决于这些项目的研究结果,同时需要大量的研究数据来证明这项新型连接技术在飞机应用上的安全性和可靠性。薄板材料的主要研究目标是进一步了解搅拌摩擦焊接头的机械性能和耐腐蚀性能,其中包括同种和异种材料的焊接性及特征,机械和耐腐蚀性能测试,残余应力和腐蚀影响的Z小化,搅拌萃擦焊接头的无损检测,修理技术和设计标准化。经过此项目的研究,可以为飞机机身和机翼等框架结构
汽车铝合金的焊接性: 铝及铝合金材料长期暴露在空气中,容易在金属表面形成致密的氧化膜,虽然铝的熔点比较低(600℃左右),但是表面氧化膜的熔点却较高(2050℃),并且氧化膜的密度为纯铝密度的1.4倍,基于以上原因,铝合金氧化膜的存在为此类材料的熔化焊接造成了很大的困难,为此,采用熔化焊,通常需要在焊前对铝合金进行严格的氧化膜清理工作;但如果采用新型的搅拌摩擦焊技术,焊接过程中伴随着搅拌头的搅拌、挤压、粉碎、弥散等连续的机械作用,可以自动铝合金表面氧化膜,而不需要在焊前进行严格的清理工作。 铝合金焊接中另外一个重要缺陷是氢气孔,氢在液态铝中的溶解度很高,而在固态铝中的溶解度降低,采用熔焊方法焊接铝及其合金,由于工件表面有油污或者不干燥,焊接时焊缝金属中容易吸附大量的氢;当熔化焊缝冷却时,那些来不及析出的氢气就容易形成氢气孔;如果采用搅拌摩擦焊来焊接铝合金材料,基于搅拌摩擦焊技术本身固相焊接特点以及焊接过程中轴肩对焊缝金属的顶锻和自密封保护作用,焊接过程中焊缝不会吸附大量的氢,也不会在焊缝中形成氢气孔缺陷。技术解决了铝合金加工制造过程中的连接技术瓶颈。

接头力学性能根据拉伸试验和弯曲试验标准,在焊后的试板上进行取样,试验结果的统计如图4所示:当/Ml.()时,抗拉强度在不同的 焊接速度下所体现的趋势是类似的,基本上都是在 1.4-3.0之间某个区域达到ZUI高,向两端下降;而当 也>1.4时,弯曲性能基本合格,除此之外,还发现搅 拌摩擦焊焊缝的弯曲性能与内部隧道缺陷存在一定 关系:在对焊缝进行射线检测时,w<1.4,容易在焊 缝内部发现隧道缺陷,缺陷位置如图5所示;当 3N1.4时,焊缝内部无隧道缺陷。ZUI优合格参数区域 将焊缝抗拉强度达到母材的80%,弯曲性能合格、射线检测合格且焊缝外观合格的参数区域定义 为ZUI优合格参数区域,如图6所示。 旋转速度/(r-min ') 图6ZUI优合格参数区域2('008(6(4(20ZUI终选定 1200 r/min, F=80() nim/inin,顶锻力为14 kN,为5 mm厚6082-T6铝合金搅拌摩擦焊 焊接工艺评定参数"焊接时采用恒压力系统.焊后 外观成形美观,飞边较小,抗拉强度达到母材的 81%,弯曲试验结果为180。未出现任何缺陷,图7 为该焊接工艺参数下的焊缝外观、宏观金相以及弯曲试样。率先开发了大厚度搅拌摩擦焊接装备及焊接工艺。东莞电池托盘搅拌摩擦焊口碑推荐
是革M性的焊接技术,绿色环保自动化机械焊接。广东正规搅拌摩擦焊
众所周知,灌装机生产型的应用可以实现食品、医药、日化企业的高量生产,进而帮助生产企业实现高速生产的目的。过去的灌装生产线的系统有不少缺点,包括采购成本高、设备大而重、安装困难、维修费用高等问题。据中国报告大厅发布的《2014-2018年中国食品包装机械行业市场运营模式分析与发展趋势预测报告》了解到,灌装生产线的缺陷已经被科技和新的灌装生产线系统取代,越来越多的企业开始关注和使用灌装机生产型生产线。近年来由于互联网、人工智能时代的到来,机械及行业设备遭受多次冲击,传统产业正在朝着信息化、集成化等方向发展。业内人士表示,随着工业机械行业的成熟发展,未来将会有更多细分领域飞快成长。中国搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头行业发展仍处于相对初级阶段,国际成熟市场经验来看仍有较大的成长空间。国内房地产发展以及对于基础设施建设政策的倾斜,也会造成搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头市场产生巨大的潜力。广东正规搅拌摩擦焊
东莞智谷光电科技有限公司办公设施齐全,办公环境优越,为员工打造良好的办公环境。专业的团队大多数员工都有多年工作经验,熟悉行业专业知识技能,致力于发展赛福斯特,智谷的品牌。公司不仅仅提供专业的研发、生产、销售、租赁:光电产品、搅拌摩擦焊接设备、自动化设备、激光设备;搅拌摩擦焊接技术、激光技术的咨询、技术服务与技术成果转让;货物及技术进出口(法律、行政法规规定禁止的项目除外;法律、行政法规规定限制的项目须取得许可方可经营),同时还建立了完善的售后服务体系,为客户提供良好的产品和服务。东莞智谷光电科技有限公司主营业务涵盖搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。
上一篇: 惠州搅拌摩擦焊加工 南京
下一篇: 珠海台式搅拌摩擦焊设备