广州搅拌摩擦焊的工艺要求
对于散热器这样大而复杂的铝部件,焊接成为加工制造中Z难的一道工序。由于加工间隙等多方面影响,其钎焊焊缝的一致性很难保证、由于焊后变形等因素,还需留有一定的加工余量。对于密封性能要求较高的液冷散热结构件,要同时做到加工后密封性好且具备定的耐压强度,使用传统的熔焊或是钎焊都比较困难,生产中其废品率一直保持在较高的水平。 新近发明并成功在全世界范围迅速普及的搅拌摩擦焊接(FSW)技术,属于固态焊接技术、具有优异的接头强度,对传统焊接方法难焊和不能焊接的铝、铜、镁等有色合金有很好的适应性;同时、搅拌摩擦焊方法自动化程度很高,焊缝一致性、密封性能优异,因此搅拌摩擦焊技术非常适用于铝或铜质散热器的焊接。解决了散热器行业的焊接难题。现在已经逐渐被越来越多的散热器厂家采用。挤压型材焊接是搅拌摩擦焊接技术应用的重要方面。广州搅拌摩擦焊的工艺要求
搅拌摩擦焊
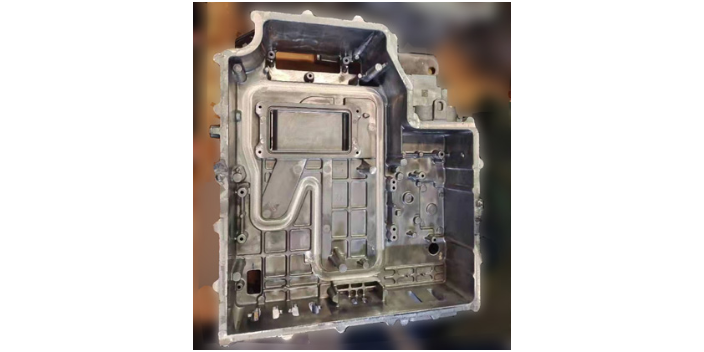
由于是自支撑结构、且焊接时Z向压力较大,容易导致隧道内局部塌陷,影响冷却液流量,为了考察隧道成型效果,将零件各个特征部位,如转角、焊缝引入处等,进行解割观察,结果隧道内部均匀一致.在转角和焊缝引入处均无成型良好。从图4中水冷隧道剖图可以看出,焊缝下部的隧道成型良好,隧道内没有异物,不存在污染冷却液的危险。从金相腐蚀可以看出,焊缝成型致密,盖板与基体结合良好,厚缝底部为焊接部位贴合面未形成深入焊缝的裂纹。因此,搅拌摩擦焊接工艺非常适合此种结构的焊接。 1、搅拌摩擦焊在钎焊报废件的修补中的应用,焊接中,解决了零件焊缝存在1mm高度的台阶上下坡焊接的问题。焊接的尾孔问题采用引出到不加工部位予以解决。 2、针对超过设备焊接范围的零件通过将焊缝分段进行焊接,完成整体零件的焊接后,15mm厚度,长宽分别为500mm和400mm的零件平面变形量可以控制在0.8mm范围内。尾孔引出到将要加工掉的部位。 3、针对含另一种铝合金散热结构件的焊接。焊缝深度既包括12mm以上厚度的大结构件,也有Smm以下的薄件,且其焊缝与边沿非常接近,且不宜在零件上表面留下尾孔,尾孔问题综合采用塞焊和引出板予以解决。惠州专业搅拌摩擦焊公司东莞智谷-专业的搅拌摩擦焊 设备及焊接方案提供商。
搅拌摩擦焊接技术的原理是什么?一个带特殊轴肩和针凸的搅拌工具(搅拌头)高速旋转着插入被焊工件的待焊界面起始处,搅拌工具(搅拌头)和被焊材料之间的摩擦剪切阻力产生了摩擦热,使材料软化发生塑性变形,并释放出塑性变形能量,当搅拌工具(搅拌头)受到驱动沿着待焊界面向前移动时,热塑化的材料由搅拌工具(搅拌头)的前部向后部转移,并且在搅拌工具(搅拌头)轴肩的锻造作用下,实现工件之间的固相连接。这种焊接方式可以达到其他焊接很难达到的高气密性和高焊接强度。因而现在广泛应用到铝挤材料拼焊和铝铸件材料的密封焊接。
型材拼接壁板结构件 早在1996年挪威的Marine公司和Maritime公司就对搅拌摩擦焊船用平板和型材拼接成大型壁板的流水生产线制造技术进行了开发研究;同时在挪威研究委员会的帮助下,Hydro,Kvaerner,DNV,SIN-TEF,以及挪威科学与技术大学合作,完成了把搅拌摩擦焊用于型材拼接成壁板技术的工程化。 铝合金挤压型材是市场上很成熟的工业化产品,铝合金型材在船舶制造中的使用可以有效提高船舶制造的标准化、批量化和节省时间。所以船舶制造所使用型材的形状和尺寸尽量满足工业化标准以提高船用器合金型材的批量和降低材料成木。 船舶制造中搅拌摩擦焊常用型材的不同几何外形及搅拌原雾得连接。其中梯形封闭箱型挤压型材结构,由于这种结构具有很好的抗扭曲结构强度和结构刚度,容易保证结构件装配时的尺寸精度和平面度,并且对于搅拌摩擦焊具有较大的开散性,所以在船舶结构制造中很快得到应用;另外此结构梯形顶端设计具有较低的凸缘,可以帮助装夹和固定电缆以及通水、通气管线,避免在结构件上进行焊接和螺栓连接,破坏船体结构的完整性。技术解决了铝合金加工制造过程中的连接技术瓶颈。

搅拌摩擦焊技术可以焊接哪些行业的哪些产品?在航天领域,可以焊接航天飞行器燃料贮箱、航天飞行器筒体等结构件。在航空领域,可以焊接飞机货仓地板、舱门等机构件。在兵器领域,可以焊接鱼雷筒体、导弹筒体等结构件。在船舶领域,可以焊接铝合金上层建筑、甲板等结构件。在列车领域,可以焊接车身地板、侧墙、顶板、液冷散热器等结构件。在汽车领域,可以焊接电池包托盘、电控壳体、电机壳体、轮毂等结构件。在电力电子领域,可以焊接液冷散热器(例如5G基站散热器)、管道筒体结构件等。在冶金领域,可以焊接铅合金阳极板、铝合金阴极板。在铝铸件领域,焊接水冷板搅拌摩擦焊多少钱一米?惠州搅拌摩擦焊供应报价
搅拌摩擦焊接技术已经G泛的应用于汽车工业领域。广州搅拌摩擦焊的工艺要求
用打磨机、钢丝刷去除铝板表面及侧边的氧化膜,用1)40擦拭表面油污.试验时,以对接形式装夹,焊缝形式为511,装配后间隙值须小于0.1 mm, 错边量小于0.05 mm,焊接位置为PA位置。搅拌摩擦焊在搅拌头不变的情况下,其工艺参数包括搅拌头的前倾角、搅拌头旋转速度、焊接速度以及顶锻力,本试验中前倾角全部为2。,试验参数设置釆用了矩阵方法,共进行了8组试验,其中旋转速度的范围为400-2 500 r/min,焊接速度的范围是500-1 500 nim/min在试验初期由于顶锻力不确定,没有使用恒压力控制系统,而是采用了搅拌头按照J对 坐标系运动的方式,并釆用压力监测软件来读取顶 锻力的数据,以获取顶锻力的范围:通过改变工艺参数获得了不同性能的接头.焊后笔者对试件进行了外观检查、渗透及射线探伤,并沿着接头横断面 进行切割,得到宏观金相、拉伸、弯曲试件,进而 确定ZUI优焊接工艺参数广州搅拌摩擦焊的工艺要求
东莞智谷光电科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**东莞智谷光电科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
上一篇: 珠海原装进口搅拌摩擦焊特点
下一篇: 广东搅拌摩擦焊新能源车