佛山铝铸件搅拌摩擦焊厂家
搅拌摩擦焊接常见表面缺陷及对策 搅拌摩擦焊常见的FSW表面缺陷有表面沟槽、飞边、表面起皮、底部焊瘤等,本文为您详解各种表面缺陷的成因及控制措施。 1、表面沟槽 表面沟槽又称犁沟缺陷,它往往出现在焊缝的上表面,偏向于焊缝的前进边呈沟槽状。其原因是由于焊缝周围的热塑性金属流动不充分,焊缝的塑性金属无法充分填充搅拌针行进过程中留下的瞬时空腔,从而在焊缝靠近前进边的位置形成表面沟槽。 控制措施:增大轴肩直径,增大压力,降低焊接速度。 2、飞边毛刺 飞边毛刺出现在焊缝的外边缘,呈波浪形,返回边的飞边往往比前进边大。此种缺陷是由于旋转速度和焊接速度的匹配不当,在焊接过程中,下压量过大,会形成大量的飞边。 控制措施:优化焊接参数,减少下压量。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。焊威共享智造大幅度提高了产品生产效率和质量可靠性,提供更多的解决方案。佛山铝铸件搅拌摩擦焊厂家
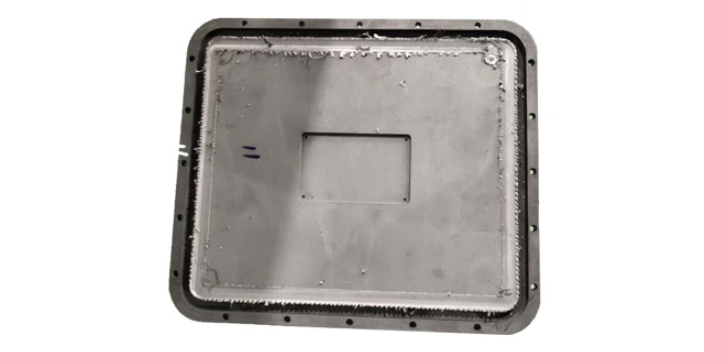
搅拌摩擦焊
搅拌摩擦焊在建筑铝模板领域的应用 近年来,为了响应国家低碳节能的号召,铝模板被大规模引入中国的建筑业当中,作为绿色建筑概念的重要一环。 铝合金模板Z早于1962年在美国诞生。建筑模板经历了木质、钢制、塑料材质发展路线后,目前已进入第四代铝合金模板阶段。由于铝合金模板形制不一,整体压铸难度较大,重量及成本较高,不满足轻量化、批量化生产要求,所以,目前铝合金模板多以焊接成型为主。 铝合金模板的焊接,目前以手工焊接为主,工作效率低,焊接变形大,工作环境差。经过技术对比,采用搅拌摩擦焊技术对窄幅带筋铝合金型材进行拼焊,焊接效率高,焊接变形小,一致性高,工作环境良好,符合国家智能制造、绿色制造理念,具有行业前瞻性和实用性。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。韶关电池托盘搅拌摩擦焊价格随着新能源汽车发展和推广,选铝合金用于轻量化是汽车制造商追求的一大目标。

搅拌摩擦焊接技术都可以焊接哪些材料,异种合金可以焊接吗?搅拌摩擦焊接技术可以焊接铅合金、铝合金、镁合金、铜合金、钢合金、钛合金等材料,对于异种材料焊接,主要体现在同种材料不同牌号之间的焊接,例如ADC12压铸铝合金与6061变形铝合金的焊接、T2纯铜与黄铜的焊接。还可以实现铜铝焊接。也有不同种材料之间的焊接,如铜合金与铝合金的焊接,铝合金与钛合金的焊接等等。这些焊接技术已经开始应用到产品。当然,这种焊接的工艺会比较难,需要非常有经验的工厂测试很多次才能实现。还是找有过类似经验的企业做比较好。
搅拌摩擦焊接技术可以焊接哪些形式的焊缝?搅拌摩擦焊接技术能够焊接点焊、对接、搭接、T型接头、筒体纵缝、筒体环缝等常规接头,也能够实现多层搭接、不等厚对接等异型接头的连接。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。
旋转速度相同条件下,焊接速度越高,焊缝表面越粗糙,甚至出现参差不齐的飞边。而相同焊接速度条件下,旋转速度越高,焊缝表面越光滑,没有或有少量飞边。搅拌摩擦焊接过程中的线能量与旋转速度、摩擦系数和焊接力等成正比,与焊接速度成反比。因此,旋转速度相同时,焊接速度越高,焊接线能量越低,相应的接头金属塑化情况变差,焊缝表面越粗糙。而相同焊接速度条件下,旋转速度越高,焊接线能量越高,接头金属塑化情况得到改善,因而焊缝表面越光滑。不同旋转速度条件下焊缝表面亮度不同。旋转速度较低时,焊缝表面比较暗,转速950r/min时焊缝表面局部发黑;随着旋转速度的提高,焊缝表面的亮度增加,在旋转速度为1500r/min时,焊缝表面呈银白色。这是由于作用于接头的搅拌头分为搅拌针和轴肩两部分,如图5所示。随着旋转速度的增加,轴肩与接头金属之间作用产生的热量不能够迅速向接头内部扩散,在焊缝表面形成能力聚积,可以认为焊缝表层的能力聚积使表层金属。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。搅拌摩擦焊作为一种新型的轻合金连接方法,无需焊料绿色环保无烟尘,已经对现代制造工业领域产生影响。
搅拌摩擦焊接技术的原理是什么?一个带特殊轴肩和针凸的搅拌工具(搅拌头)高速旋转着插入被焊工件的待焊界面起始处,搅拌工具(搅拌头)和被焊材料之间的摩擦剪切阻力产生了摩擦热,使材料软化发生塑性变形,并释放出塑性变形能量,当搅拌工具(搅拌头)受到驱动沿着待焊界面向前移动时,热塑化的材料由搅拌工具(搅拌头)的前部向后部转移,并且在搅拌工具(搅拌头)轴肩的锻造作用下,实现工件之间的固相连接。这种焊接方式可以达到其他焊接很难达到的高气密性和高焊接强度。因而现在广泛应用到铝挤材料拼焊和铝铸件材料的密封焊接。如新能源汽车的铝电池托盘(电池壳体/电池包)焊接,电控焊接、水冷电机壳焊接,各种水冷板焊接。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。诚邀各位机械设备相关行业的销售精英,进行资源共享、互惠互利,共同推动搅拌摩擦焊接加工共享智造服务。哪里有搅拌摩擦焊厂家
铝合金列车对焊接接头的変形能力要求比较高,搅拌摩擦焊接技术解决了此需求。佛山铝铸件搅拌摩擦焊厂家
搅拌摩擦焊焊缝应力低、变形小。搅拌摩擦焊接温度低于常规熔焊方法,焊接过程中没有材的凝固收接头的残余应力低,焊接结构的变形小,其主要原因是焊接过程中搅拌工具的轴肩和搅拌上特殊设计言三位移沟槽和螺纹对焊缝区域的材料实施动态锻压作用,进一步降低了焊缝区域的残会|力和结构变形。搅拌摩擦焊是自动化焊接工艺、生产效率高。搅拌摩擦焊的施焊条件是具有机床设备类似的运动伺服以及焊接参数的传感、设置和控制。焊接过程类似于铣床机械加工,焊接参数容易实现直接的测量和控制。非常适合自动化焊接。产品生产不需要严格的焊接工人培训和认证,只需要简单的数控操培训就可以从事批量化的工业产品生产。焊接生产效率由设备的运动控制决定,对于薄板铝合金材料如,2mm的661lAL材料,焊接速度可以达到6m/min。而且,搅拌摩擦焊接深度直接由搅拌工具的搅拌针的长度决定。对于厚度0.5~100mm的铝合金板材,搅拌摩擦焊可以一次单道实现焊接,与普通熔焊工艺相比较,生产效率可以提高5~10倍。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。佛山铝铸件搅拌摩擦焊厂家
广东焊威新能源设备有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。专业的团队大多数员工都有多年工作经验,熟悉行业专业知识技能,致力于发展赛福斯特,焊威的品牌。公司不仅*提供专业的发电机及发电机组制造;金属切割及焊接设备销售;金属切削加工服务;金属加工机械制造;金属切割及焊接设备制造;数控机床制造;汽车零部件及配件制造;电机及其控制系统研发;机械设备租赁;新兴能源技术研发;新材料技术研发;技术服务、技术开发、技术咨询、技术交流、技术转让、技术推广。 (除依法须经批准的项目外,凭营业执照依法自主开展经营活动),同时还建立了完善的售后服务体系,为客户提供良好的产品和服务。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接。
上一篇: 佛山购买搅拌摩擦焊生产
下一篇: 广州进口搅拌摩擦焊代理