肇庆搅拌摩擦焊设备
在汽车领域,一种叫搅拌摩擦焊的新工艺,正在逐渐兴起并有可能替代目前风头正健的激光焊。它没有烟尘、火花、辐射,让整个汽车制造过程更加安静、安全、环保。 不同于大多数焊接方法,搅拌摩擦焊的过程是在材料的塑性状态下实现的,这使得焊缝的一致性很高,没有热裂纹、夹杂、气孔等熔焊缺陷产生; 正常情况下,搅拌摩擦焊不需要焊丝和保护气,焊接过程消耗少,焊缝残余应力低,基本没有变形,焊接接头的强度可以达到或者接近母材的强度,机械性能优异; 搅拌摩擦焊焊前不需要对铝合金氧化层做特殊处理,也不需要开破口,焊接过程中不需要填充材料和保护气,简化了焊接工序。 搅拌摩擦焊很好的体现了高效节能环保的理念,不同于传统焊接的火花四溅,这种焊接显得更冷静优雅。不谦虚的说,是一种时尚的焊接方式。 铝、镁合金一类的轻质合金在焊接中有着接头软化严重、易形成氧化膜、容易产生气孔和热裂纹、焊接变形严重等缺点。而搅拌搅拌摩擦焊正好能地解决这类问题。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。焊威与赛福斯特合作研发新技术,向着国内外具备影响力的搅拌摩擦焊接加工服务商迈步。肇庆搅拌摩擦焊设备
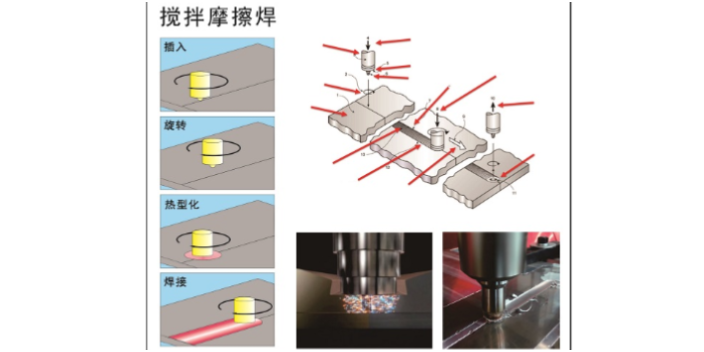
搅拌摩擦焊
搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要殊的打磨和开坡口,除电能外,几乎没有其他消耗。 焊接过程工件不熔化,所以不会产生飞溅和烟尘,不需要吸尘装置,焊接环境良好; 没有弧光、紫外和高频辐射,操作者可直接目视观察焊接过程,没有电击危险,是一种名副其实的绿色焊接技术。 搅拌摩擦焊是固相焊接,接头性能优异。 焊接过程无气孔和凝固裂纹等缺陷产生,无合金元的烧损和偏析。 姜头组织致密,焊核区是致密精细的等轴晶组织结构,表现为各向同性。接头静态性能指标皆优于熔焊接头,搅拌摩擦焊接头性能数据离散性小,与熔焊接头相比,搅拌摩擦焊接头具有优异的抗疲劳性能。对于LF5、LF6 等铝合金材料,焊缝区的断裂韧性甚至超过母材。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。广东搅拌摩擦焊图片搅拌摩擦焊,改善质量并减少废料。
新世纪汽车制造轻量化趋势的发展使铝合金、镁合金等轻质合金材料所占的比重越来越大,从而促进了新型搅拌摩擦焊技术在汽车制造中的应用。新材料、新结构的使用需要采用新的连接技术,搅拌摩擦焊技术的发明恰好满足这种需求。搅拌摩擦焊接电池包壳体公司是全球范围新能源汽车FSW铝电池托盘的开拓者和Yin领者。率先采用搅拌摩擦焊技术解决了电动汽车托盘减重及铝合金型材高质量连接问题。电池包下箱体,主要采用钢、铝材质。铝合金由于其材料密度较低、成型工艺多样,因其能满足汽车轻量化的要求,而越来越受到国内外汽车主机厂的青睐。现在铝合金电池包下箱体,有整体铸造、铝型材焊接的两种工艺成型方案。搅拌摩擦焊技术因其非熔化、自动化、简单化、宜人化、整体化的特点,已大量应用于电池包铝合金下箱体的制造。随着国内外新能源汽车需求的不断提升,产业结构持续优化,搅拌摩擦焊这一技术在汽车工业领域的应用会越来越普遍。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。
搅拌摩擦焊接技术的搅拌工具是通用的吗? 因为搅拌摩擦焊接技术是通过搅拌工具与被焊材料固相接触来完成焊接的,所以在被焊材料、焊接深度、焊缝结构等方面不同的情况下,搅拌工具的材料、形式及规格是不同的。 搅拌摩擦焊接技术怎么能完美地应用在产品上? 首先,应选用适合的焊接工艺参数以及对应的搅拌工具。 其次,工件背部以及焊缝下方刚性支撑,正压、侧顶等装置,目的是保证工件得到有效夹持,在焊接过程中基本不发生位移。 再次,选用高可靠性、高效率的搅拌摩擦焊设备完成自动化焊接。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。是一家专业从事搅拌摩擦焊接加工及新能源汽车生态周边产品的共享智造服务的科技企业。
通过对搅拌摩擦焊技术在电力行业与电子行业等多种不同散热器、热沉器、液冷散热器、水冷板等各种散热器产品的测试与研究表明,搅拌摩擦焊接技术优于其他传统焊接工艺。为散热器焊接解决的焊接加工的难题。【1】 搅拌摩擦焊接方法焊接各种铝合金时,具有接头强度高、焊接变形小、焊缝一致性、密封性能好和易于实现不同牌号铝合金的焊接等优点,很适宜于电力、电子行业铝合金散热器的焊接。 【2】前期试验与加工工艺探索显示,采用平面二维FSW设备焊接的散热器焊缝美观、密封性好、一致性好和焊接变形小,尾孔问题可以通过塞焊、引出板和引出到安全位置等方法予以解决。 【3】产品性能远远超过设计要求,质量稳定,生产效率高,具有很好的应用推广前景。 愿通过中心全体研究人员和广大同行同心协力,继续促进搅拌摩擦焊接技术在中国的有色金属加工制造行业的很多普及,为我国的制造技术早日跻身世界先进水平添砖加瓦。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。搅拌摩擦焊接技术已经应用于汽车工业领域,含新能源汽车的电池壳体电控水冷电机壳体。珠海搅拌摩擦焊视频
焊威共享智造将搅拌摩擦焊的航天应用技术与民用市场进一步融合,推进制造业企业智能化发展。肇庆搅拌摩擦焊设备
搅拌摩擦焊焊缝应力低、变形小。 搅拌摩擦焊接温度低于常规熔焊方法,焊接过程中没有材的凝固收接头的残余应力低,焊接结构的变形小,其主要原因是焊接过程中搅拌工具的轴肩和搅拌上特殊设计言三位移沟槽和螺纹对焊缝区域的材料实施动态锻压作用,进一步降低了焊缝区域的残会|力和结构变形。 搅拌摩擦焊是自动化焊接工艺、生产效率高。 搅拌摩擦焊的施焊条件是具有机床设备类似的运动伺服以及焊接参数的传感、设置和控制。焊接过程类似于铣床机械加工,焊接参数容易实现直接的测量和控制。非常适合自动化焊接。产品生产不需要严格的焊接工人培训和认证,只需要简单的数控操培训就可以从事批量化的工业产品生产。 焊接生产效率由设备的运动控制决定,对于薄板铝合金材料如,2mm的661lAL材料,焊接速度可以达到6m/min。而且,搅拌摩擦焊接深度直接由搅拌工具的搅拌针的长度决定。对于厚度0.5~100mm 的铝合金板材,搅拌摩擦焊可以一次单道实现焊接,与普通熔焊工艺相比较,生产效率可以提高5~10倍。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。肇庆搅拌摩擦焊设备
焊威新能源,2022-09-01正式启动,成立了搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接等几大市场布局,应对行业变化,顺应市场趋势发展,在创新中寻求突破,进而提升赛福斯特,焊威的市场竞争力,把握市场机遇,推动机械及行业设备产业的进步。焊威新能源经营业绩遍布国内诸多地区地区,业务布局涵盖搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接等板块。随着我们的业务不断扩展,从搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接等到众多其他领域,已经逐步成长为一个独特,且具有活力与创新的企业。值得一提的是,焊威新能源致力于为用户带去更为定向、专业的机械及行业设备一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘赛福斯特,焊威的应用潜能。
上一篇: 珠海水冷板搅拌摩擦焊
下一篇: 佛山搅拌摩擦焊飞边