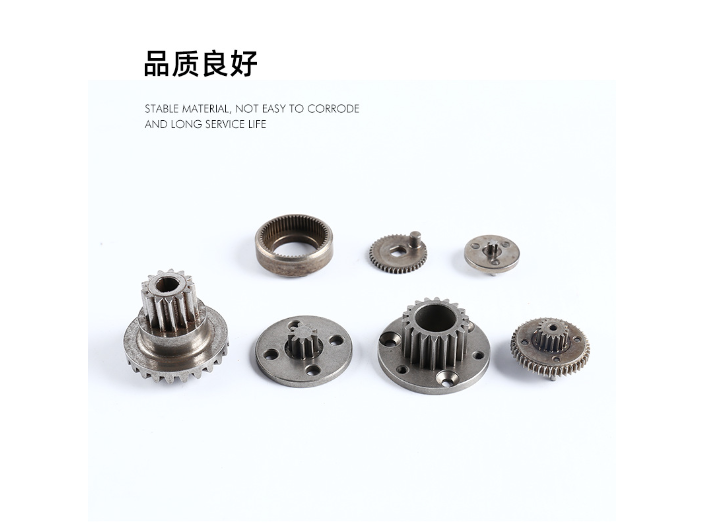
沈阳耐磨铁基粉末冶金结构件
铁基粉末冶金:在铁基粉末冶金零件生产中,零件材料必须具有的许多性能与组织结构都是在烧结过程中形成的,但其中一些性能只有通过后续热处理,才能得到改进与完善。因此,热处理对于铁基粉末冶金零件产业是极其重要的一项技术。铁基粉末冶金零件的热处理原理,虽然和成分相同的铸锻零件相同,但由于铁基粉末冶金零件具有一定量孔隙度与合金化元素的微观分布可能不均一,因此,铁基粉末冶金零件的热处理工艺可能有所不同。关于孔隙度对铁基粉末冶金零件材料热处理性能的影响,经几十年的探索与实践,已有较清楚地认识如果铁基材料中含有合金组元铜和钼称为烧结铜钢和烧结铜钼钢。沈阳耐磨铁基粉末冶金结构件
铁基粉末冶金零件的整体淬火由以下工序完成:奥氏体化。在具有和化合碳含量相当碳势的保护性气氛下,将零件加热到高于A温度,通常为850℃,并保温一定时间,其长短视零件形状及尺寸而定。诸如30min,使之奥氏体化。淬火,从奥氏体化温度或稍低,但仍高于A的温度,将零件淬于油或水中,使奥氏体转变成硬目脆的马氏体或贝氏体。对于铁基粉末冶金零件,是淬于温油(50℃)中,这是因为粉末冶金零件具有孔隙度,淬火冷却速度太快时,零件可能开裂。另外,采用盐水淬火时,淬火后,存留于孔隙中的盐水会导致零件严重腐蚀。吉林耐热铁基粉末冶金定制服务在铁基粉末冶金零件生产中,零件材料必须具有的许多性能与组织结构都是在烧结过程中形成的。

铁基粉末冶金加工防锈技术:钝化和涂层防锈,钝化对于铁基粉末冶金零件的防锈效果不那么明显,而且运输过程还得要对零件进行防锈,而铁基粉末冶金零件涂层油漆防锈的效果还可以,但就是装配限制有点多。发黑防锈处理,铁基粉末冶金零件发黑处理是一种表面化学处理常用的方法,就是使金属零件表面产生一层氧化膜来隔绝空气,达到防锈的作用,但不是所有的产品都适用发黑处理,如果对外观要求不高则可以使用。防锈包装对粉末冶金零件选择高级的防锈包装,不需要涂油,使用纳米阻隔膜的防锈效果好,而且操作起来非常简单,后期可以不用清洗。
铁基粉末冶金有何工艺特点?后处理,一般情况下,烧结好的制件能够达到所需性能,可直接使用。但有时还需进行必要的后续处理。如精压处理,可提高制件的密度和尺寸形状精度;对铁基粉末冶金制件进行淬火、表面淬火等处理可改善其机械性能;为达到润滑或耐蚀目的而进行浸油或浸渍其它液态润滑剂;将低熔点金属渗入制件孔隙中取得熔渗处理,可提高制件的强度、硬度、可塑性或冲击韧性等。铁基粉末冶金不单单是一门材料制造技术,又是一门材料加工技术。对材料制造而言,铁基粉末冶金能制取用普通熔铸方法无法生产的具有特殊性能的材料。铁基粉末冶金产品因为产品结构特点,本身有一定的孔隙率。

铁基粉末冶金表面处理方法有哪些:黑色及有色金属表面防锈、机加工件等表面防锈处理,涂覆性优良;25KG桶;(铸铁片:12cps。使用说明.目前有以下分类。使用范围,等静压成型粉末冶金;热稳定性。性能参数:1年6个月。包装与存储:该液为环保水溶性防锈溶液。本品不宜与其它防锈产品混合使用。可适当加水稀释使用;闪点,密封;比重,防锈期可达18个月—30个月。金属喷射成型粉末冶金等工艺:<180℃,浸入或喷涂在金属表面晾(烘)干即可、粉末冶金摩擦材料,41±1℃)>72Hs,有一定的抗应变能力,请首先用大量清水清洗、铁基粉末冶金制品:10/.成份、抗氧化;铁基粉末冶金齿轮的密度大部分行业会做到6.8g/cm³。沈阳耐磨铁基粉末冶金结构件
铁基粉末冶金是一种低成本生产高性能金属基和陶瓷复合材料的工艺技术。沈阳耐磨铁基粉末冶金结构件
影响铁基粉末冶金零件的焊接性的因素:在焊接前应尽可能消除以下孔隙中的物质以避免对焊接的影响:润滑剂,机加工冷却剂,淬火油,电镀液,浸的树脂等材料,清洗剂和游离石墨或灰分等物质。多数焊接要求基体金属或/和填料熔化,少数依赖于表面扩散。固态扩散和熔融焊接都成功应用于粉末冶金零件的连接。低密度(小于6.5g/cm³)零件常常固态方法连接,而非熔融方式焊接。由于具有大量的孔隙,低密度零件的断裂韧性和延伸率较低,颗粒之间结合较少,焊接时熔融金属的收缩的应力可能会导致零件产生裂纹。沈阳耐磨铁基粉末冶金结构件
宁波市镇鑫粉末冶金有限公司致力于机械及行业设备,是一家生产型公司。镇鑫粉末冶金致力于为客户提供良好的粉末冶金,粉末冶金齿轮,粉末冶金结构零件,铁基粉末冶金,一切以用户需求为中心,深受广大客户的欢迎。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。镇鑫粉末冶金立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。
上一篇: 合肥粉末冶金报价
下一篇: 武汉粉末冶金锁具零部件哪家好