青海防爆电动斜杆放料阀供应商
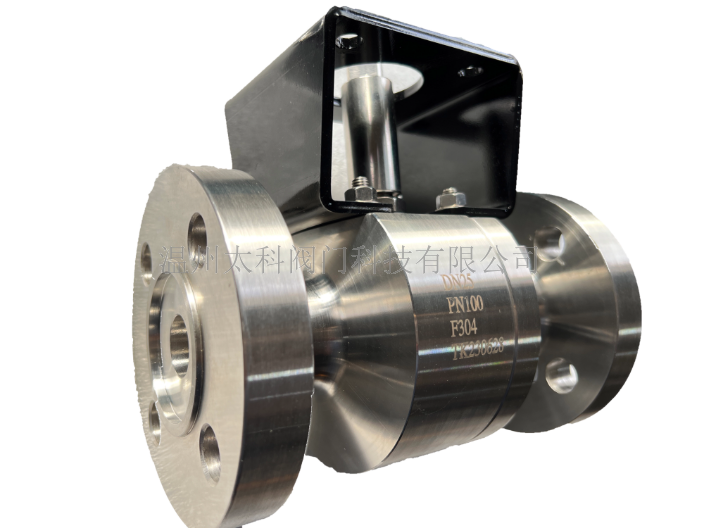
新型斜杆式釜底球阀采用三段式组合结构,分别为弧形法兰、中法兰和阀体组成。安装时,先将弧形法兰取下与罐底焊接,用螺栓与阀体连接,阀体与斜阀杆设计,阀杆于阀体管道呈现出105°的倾斜角,该结构设计避免安装执行机构与罐底接触。无积料设计,球体为弧面设计,在阀门关闭时,球面弧形于连接罐底弧形法兰保持一致,形成*连接,避免物质残留。釜底球阀是借助于阀门底部法兰(凸缘)焊接或法兰连接于反应釜或储罐和其它容器的底部,因此,消除工艺介质通常在容器出口的残留现象,实现排空、排净的功能。釜底放料球阀阀内采用镜面抛光,具有排放物料*、无残留、无泄漏、密封性能好等优点,应用于制药、生物、精细化工、食品等洁净行业的反应容器排料使用。锻钢斜杆放料阀设备,就选温州太科阀门科技有限公司,让您满意,欢迎您的来电哦!青海防爆电动斜杆放料阀供应商

放料阀是反应釜控制化学液体密闭反应和反应后排料的一个重要部件。自1987年中国专利项目一一放料球阀开发成功以来,具有较好的实用价值。放料球阀承接了球阀的所有优点,又解决了与反应釜的合理配套的连接方式,与现有的上、下展式放料阀相比较无疑的是较为先进的。尤其是在以下几种情况下,将更能显出它的特殊功能:1、放料球阀可设计成低压、中压、高压二个压力等级,填补了中压釜放料阀的空白。2、使用温度方面,如选用高性能填充四氟乙烯密封匿(目前已成熟的有玻璃纤维填充四氮乙惴和聚苯脂填充四氧乙烧等),负荷下长期使用温度可提高到250摄氏度~260摄氏度3、在高粘度材料和高分子聚合物生产中,由于球阀密封圈的密封面始终吻合于球面,加之四氟乙烯的抗粘结性能特别好,就不会出现粘住现象。放料球阀从设计中避开了积液凹槽和清洗死角,加上本身构造简单,阀体内面全部车光,适合于对清洁有要求或经常换料的4场合。青海防爆电动斜杆放料阀供应商温州太科阀门科技有限公司为您提供 锻钢斜杆放料阀设备,有想法的不要错过哦!

放料阀压力温度等级的确定。ASMEB16.34规定了ASTM各种材料的压力温度等级,该标准洋细地规定了各种压力等级,不同壳体材料在各种操作温度下的Max允许无冲击压力(表压),它是设计和选用阀门的主要基准之一。因而,选用放料阀时必须由操作压力和操作温度按压力温度等级ASMEB16.34来确定所选用放料阀的材料(指壳体)和压力等级(指公称压力)。如果操作温度、压力超负荷运行,可能导致阀门损坏。选用放料阀时应充分考虑各种工况条件,避免阀门超负荷运行放料阀操作温度过高或过低时,为防止烫伤操作人员和温度损失,应在壳体上加保温层放料阀的壳体壁厚均按ASMEB16.34的规定留有腐迪余量。用户按不同介质(特别是有毒、有害介质)对阀体的腐迪率计算出放料阀的使用寿命,一日超过使用寿命,必须更换阀门。
放料球阀的密封性能很好,因此被广泛应用于精细化工、制药等行业,不过在那些含有大量的颗粒物和杂质的流体介质中使用,仍会存在堵塞问题,这是主要是因为放料球阀不方便实现杂质过滤功能,而遇到此类问题也只能停止流体介质的输送,然后再进行拆卸清理,影响生产效率。那么有什么办法解决放料球阀堵塞的问题呢?其实方法并不复杂,只需要设计一个具有过滤颗粒物和杂质,同时在不停止流体介质输送的情况下对颗粒物和杂质进行清理的功能就好了。防堵塞的放料球阀设计有过滤网,过滤网对介质流道内的大颗粒物和杂质进行过滤处理,保证阀门的启闭和内部通道的流畅,防止内部堵塞。然后再设计一个推板,这个推板可将难过滤的颗粒物和杂质推送至清理室进行收集,推板活动至清理室与介质流道的连接口时,与阀座之间构成密封结构,此时将清理室进行拆卸处理其内的颗粒物和杂质,实现在不停止流体介质输送的情况下,对颗粒物和杂质进行处理,提高了生产效率。 温州太科阀门科技有限公司为您提供 锻钢斜杆放料阀设备。
放料阀手轮和手柄及扳手出现故障的原因大多是因为使用长杠杆、管钳或使用撞击工具致使手轮、手柄或报手损坏,还有就是手手柄或报手的紧固件松脱,以及手轮、手柄和扳手与阀杆连接件,如方孔、键槽或螺纹磨损不能传递扭矩。轮、预防和排除放料阀出现以上的故障,可采取以下措施:1、正确使用手轮、手柄和扳手,禁止使用长杠杆、管钳和撞击工具.2、连接手轮、手柄和扳手的紧固件丢失和损坏应配齐,对振动较大的放料阀以及容易松动的,紧固处应改为弹性垫圈等防松存3放料阀手轮、手柄和扳手连接处磨损应进行修复,对修复较困难的应采用粘接固定或进行更换.温州太科阀门科技有限公司为您提供 锻钢斜杆放料阀设备,欢迎您的来电!辽宁法兰斜杆放料阀
锻钢斜杆放料阀设备,就选温州太科阀门科技有限公司,让您满意,期待您的光临!青海防爆电动斜杆放料阀供应商
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。青海防爆电动斜杆放料阀供应商