重庆法兰斜杆放料阀规格
随着我国工业自动化控制系统的自动化水平的不断提高,对放料阀的各项技术性能和参数都有很高的要求。尤其是一些特殊放料阀,而这些阀门大多数都是进口,价格非常昂贵,给使用者造成巨大的经济负担。,国产阀门替代进口、降低使用成本势在必行。虽然我们的闷门制造业在短期内无法与国外的先进制造业相比,但不说我们对一些科技含量较高、制造工艺复杂的阔门束手无策,随差我国在冶金、机械、检测等方面水平的不断提高,并采用一些先进的设计软件,依托技术实力较强的科学院所及制造业,中国同样能生产出质量高、符合使用要求的放料阀。温州太科阀门科技有限公司是一家专业提供 不锈钢法兰斜杆放料阀设备的公司,有需求可以来电咨询!重庆法兰斜杆放料阀规格
放料阀阀体铸造工艺受到铸件尺寸、壁厚、气候、原材料和施工操作的种种制约,铸件会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等各种铸造缺陷,尤以砂型铸造的合金钢铸件为更多,面对这些放料阀铸钢件缺陷我们应该如何处理?1、放料阀铸钢件缺陷判断在生产实践中,有些铸件缺陷不允许补焊,如贯穿性裂纹、穿透性缺陷(穿底)、蜂窝状气孔、无法去除的夹砂夹渣和面积超过65平方厘米的缩松等,以及双方合同中约定的其他不能补焊的重大缺陷。在补焊前应判断缺陷的类型。2、放料阀铸钢件缺陷剔剔除在工厂里一般可采用碳呱气刨吹去铸造缺陷,然后用手提角磨机打磨缺陷部位至露出金厘光泽,但生产实践中更多的是直接用碳钢焊条大电流除去缺陷,并用角磨机磨出金属光泽。一般铸件缺陷剔除可用<4mm-422焊条,160180A电流将缺陷除干净,角磨机将缺陷口打磨成U形,减少施焊应力。缺陷去除的彻底.补焊质量好。甘肃焊接斜杆放料阀哪种好不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司,欢迎客户来电!
放料阀和蝶杆本身没有自锁能力,为了蝶板的定位,要在阀杆上加装蜗轮减速器。采用蜗轮减速器,不仅可以使蝶板具有自锁能力,使蝶板停止在任意位置上,还能改善阀门的操作性能。放料阀操作力矩,因开度及阀门启闭方向不同其值各异,卧式放料阀,特别是大口径阀,由于水深,阀轴上、下水头差所产生的力矩也不容忽视。另外,阀门进口侧装置弯头时,形成偏流,力矩会有增加。阀门处于中间开度时,由于水流动力矩起作用,操作机构需要自锁。放料阀结构简单,只由少数几个零件组成,材料耗用省;体积小、重量轻、安装尺寸小,驱动力矩小,操作简便、迅速,只需旋转90°即可快速启闭;并且还同时具有良好的流量调节功能和关闭密封特性,在大中口径、中低压力的使用领域,
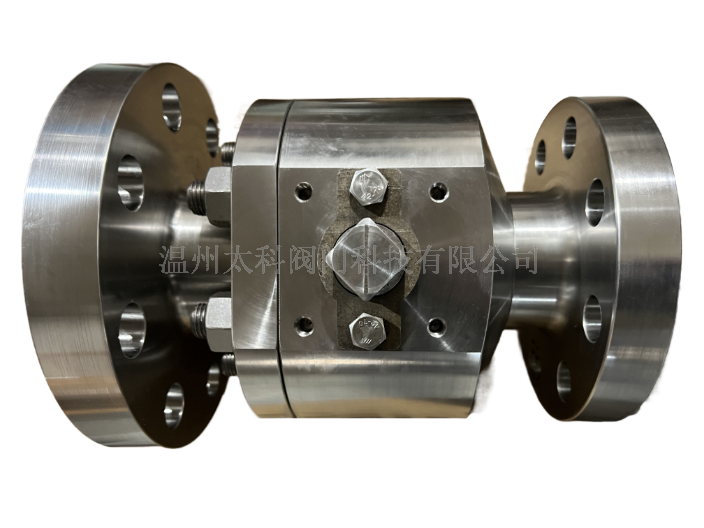
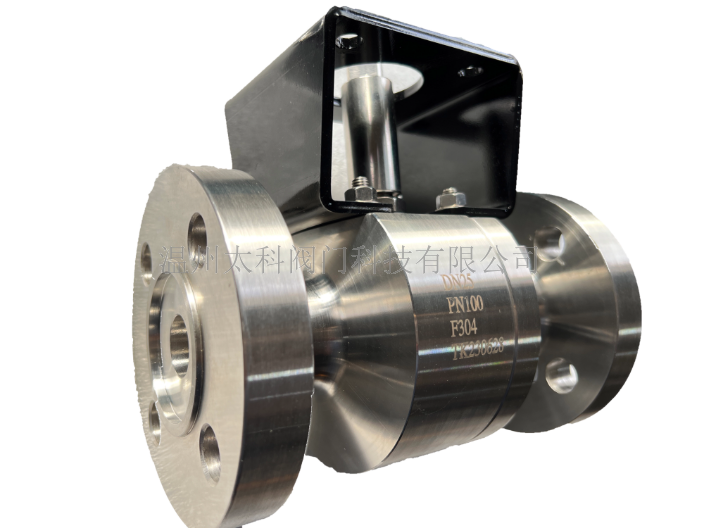
斜杆式放料阀特点:1.斜杆式釜底放料球阀包括主阀体、副阀体、反应釜法兰,副阀体与主阀体固定连接并形成一个球形的阀芯腔固定有连接座,连接座上设有第缺口、第二缺口,第缺口的深度大于第二缺口,反应釜上设有分别与第缺口、第第二连接部,第二缺口与第二连接部上设置有相互配合的凸起与卡槽,副阀体上还设有进料口,进料口两侧的表弧度相同;欧电阀门生产的釜底放料球阀阀芯腔内设有球形的阀芯,阀芯的顶部设有凹槽,凹槽与副阀体上表面面、反应釜形成内凹的球面。2.主阀体与副阀体上对称设有阀座,阀座上设有与阀芯配合密封的弧形面。3.主阀体上还设有出料口,出料口)与进料口相对。4.阀芯的中部设有出料孔,出料孔竖直时与进料口、出料口形成一条出料通道,阀芯的侧面连接有阀杆,阀杆水手把或执行机构。 温州太科阀门科技有限公司是一家专业提供 不锈钢法兰斜杆放料阀设备的公司,有想法的可以来电咨询!

放料阀阀体铸造工艺受到铸件尺寸、壁厚、气候、原材料和施工操作的种种制约,铸件会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等各种铸造缺陷,尤以砂型铸造的合金钢铸件为更多,面对这些放料阀铸钢件缺陷我们应该如何处理?1、放料阀铸钢件缺陷判断在生产实践中,有些铸件缺陷不允许补焊,如贯穿性裂纹、穿透性缺陷(穿底)、蜂窝状气孔、无法去除的夹砂夹渣和面积超过65平方厘米的缩松等,以及双方合同中约定的其他不能补焊的重大缺陷。在补焊前应判断缺陷的类型。2、放料阀铸钢件缺陷剔剔除在工厂里一般可采用碳呱气刨吹去铸造缺陷,然后用手提角磨机打磨缺陷部位至露出金厘光泽,但生产实践中更多的是直接用碳钢焊条大电流除去缺陷,并用角磨机磨出金属光泽。一般铸件缺陷剔除可用<4mm-422焊条,160180A电流将缺陷除干净,角磨机将缺陷口打磨成U形,减少施焊应力。缺陷去除的彻底.补焊质量好。 不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司。甘肃焊接斜杆放料阀哪种好
温州太科阀门科技有限公司为您提供 不锈钢法兰斜杆放料阀设备,有需要可以联系我司哦!重庆法兰斜杆放料阀规格
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。重庆法兰斜杆放料阀规格
上一篇: 云南防爆电动斜杆放料阀厂商
下一篇: 重庆焊接斜杆放料阀价格