宁夏电动斜杆放料阀品牌
放料阀是反应釜控制化学液体密闭反应和反应后排料的一个重要部件。自1987年中国专利项目一一放料球阀开发成功以来,具有较好的实用价值。放料球阀承接了球阀的所有优点,又解决了与反应釜的合理配套的连接方式,与现有的上、下展式放料阀相比较无疑的是较为先进的。尤其是在以下几种情况下,将更能显出它的特殊功能:1、放料球阀可设计成低压、中压、高压二个压力等级,填补了中压釜放料阀的空白。2、使用温度方面,如选用高性能填充四氟乙烯密封匿(目前已成熟的有玻璃纤维填充四氮乙惴和聚苯脂填充四氧乙烧等),负荷下长期使用温度可提高到250摄氏度~260摄氏度3、在高粘度材料和高分子聚合物生产中,由于球阀密封圈的密封面始终吻合于球面,加之四氟乙烯的抗粘结性能特别好,就不会出现粘住现象。放料球阀从设计中避开了积液凹槽和清洗死角,加上本身构造简单,阀体内面全部车光,适合于对清洁有要求或经常换料的4场合。温州太科阀门科技有限公司是一家专业提供不锈钢法兰斜杆放料阀设备的公司,期待您的光临!宁夏电动斜杆放料阀品牌
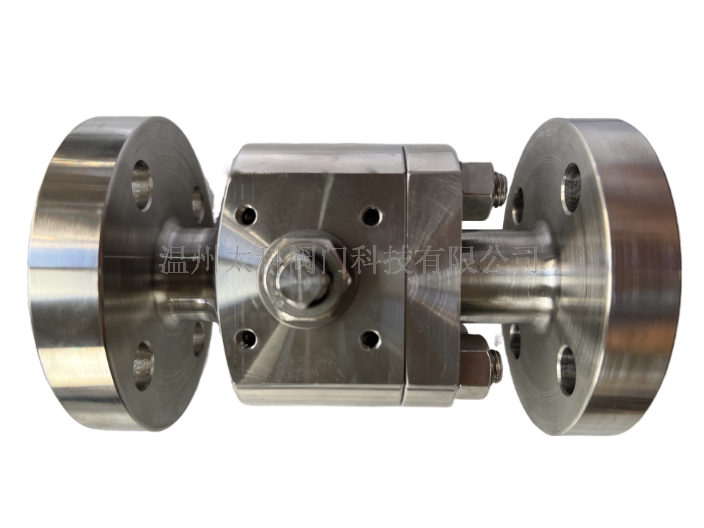
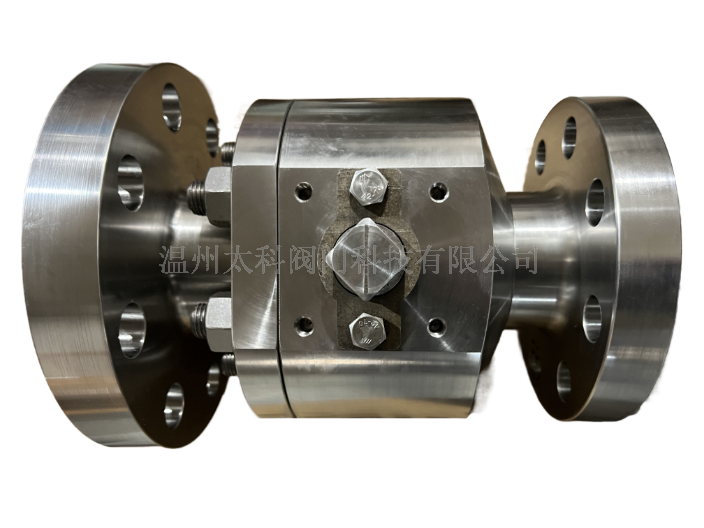
放料球阀是一种特殊结构的放料阀,阀座与端面法兰距离近,物料滞留少,结构紧凑,密封性能优越,常用于精细化工、制药.化工行业反应锅上,也可用在细软颗粒介质输送。其是用带有圆形通道的球体作启闭件,球体随阀杆转动实现启闭动作的闷门,其启闭件是一个有孔的球体,绕垂直于通道的抽线旋转,从而达到启闭通道的目的。采用PPL密封材料,更具耐磨,是牙行业真空制有锅放料的理想产品放料阀在使用上比较简单,根据工况(压力、介质、温度、安装位置等)和各种放料阀的结构特点,选择合适的放料阀,及其操作方式。北京气动斜杆放料阀厂商不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司,让您满意,欢迎新老客户来电!
放料阀阀体铸造工艺受到铸件尺寸、壁厚、气候、原材料和施工操作的种种制约,铸件会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等各种铸造缺陷,尤以砂型铸造的合金钢铸件为更多,面对这些放料阀铸钢件缺陷我们应该如何处理?1、放料阀铸钢件缺陷判断在生产实践中,有些铸件缺陷不允许补焊,如贯穿性裂纹、穿透性缺陷(穿底)、蜂窝状气孔、无法去除的夹砂夹渣和面积超过65平方厘米的缩松等,以及双方合同中约定的其他不能补焊的重大缺陷。在补焊前应判断缺陷的类型。2、放料阀铸钢件缺陷剔剔除在工厂里一般可采用碳呱气刨吹去铸造缺陷,然后用手提角磨机打磨缺陷部位至露出金厘光泽,但生产实践中更多的是直接用碳钢焊条大电流除去缺陷,并用角磨机磨出金属光泽。一般铸件缺陷剔除可用<4mm-422焊条,160180A电流将缺陷除干净,角磨机将缺陷口打磨成U形,减少施焊应力。缺陷去除的彻底.补焊质量好。
预防和消除放料阀蜗轮和杆传动不灵活应采取以下措施:1、放料阀据轮和蜗杆机构装配合理,间隙适当;2、提高放料阀传动机构零件加工精度,装配前应检查零件的质量3、轴与轴套(轴承部位)间隙适当,润滑油路畅通,定期加油,对磨损部位应修复,磨损严重的应更换:4、放料阀蜗轮和蜗杆应保持清洁,定期加油,灰尘较多的环境里的齿轮应有防尘罩,齿部磨损严重和断齿缺陷应进行修复,无法修复应予更换:5、轴弯曲应作矫直处理:6、放料阀据轮和据杆上的紧固件和连接件应配齐和装紧,损坏应更换7、操作要正确,发现有卡阻和吃力时,应及时找出原因,不要硬性操作。温州太科阀门科技有限公司为您提供 不锈钢法兰斜杆放料阀设备,欢迎您的来电哦!

放料阀主要用于反应釜底、储罐和其他容器的底部排料,其介质大部分为晶体颗粒物,所以填料处很少出现泄漏现象,但有时根据工况需要也有对液固混合物进行放料,如果填料处密封性不好的很容易出现泄漏事故。那么放料阀填料处泄漏,主要由哪些原因造成的呢?下面为大家简单分析下放料阀填料选用不对,不耐介质的腐蚀,不耐阀门高压或真空、高温或低温的使用;填料安装不对,存在着以小代大、螺旋盘绕接头不良、上紧下松等缺陷;填料超过使用期,已老化,丧失弹性,阀杆精度不高,有弯曲、腐蚀、磨损等缺陷;填料圈数不足,压盖未压紧;压盖、螺栓、和其他部件损坏,使压盖无法压紧:操作不当,用力过猛等;压盖歪斜,压盖与阀杆间空隙过小或过大,致使阀杆磨损。温州太科阀门科技有限公司是一家专业提供 不锈钢法兰斜杆放料阀设备的公司,有想法的可以来电咨询!宁夏气动斜杆放料阀
温州太科阀门科技有限公司 不锈钢法兰斜杆放料阀设备设备值得放心。宁夏电动斜杆放料阀品牌
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。宁夏电动斜杆放料阀品牌
上一篇: 安徽电动球阀厂家
下一篇: 青海防爆气动斜杆放料阀