快速响应力控系统值得信赖企业
钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域应用较多,例如在电脑机箱、手机、mp3中,钣金是必不可少的组成部分,钣金件的设计变成了产品开发过程中很重要的一环,在对钣金进行打磨过程中,会产生大量的细尘飞扬,这些细尘飞扬严重影响工作环境,而且细尘容易被吸入工作者的身体内,对工作者的身体健康造成影响,并且如今的钣金打磨机对圆形钣金件不能很好的固定,如果打磨时钣金件固定不稳,容易造成安全事故。DFC力控系统使得钣金加工过程实现柔性力控系统,解决打磨自动化。对比柔性力控系统的施工工艺――柔性力控系统提供更加环保、安全的工作环境,打磨后工件批量表面光滑、细腻、平整,效果更加均匀、一致,配合使用不同粒度砂纸,达到钣金焊缝打磨贺表面砂光打磨效果。力控系统 ,就选大儒科技(苏州)有限公司。快速响应力控系统值得信赖企业
在汽车制造业中,目前关于车辆焊缝自动打磨技术主要是针对车辆的梁体焊缝、车顶焊缝、汽车保险杠焊缝、车门焊缝等构建的自动打磨。比如为满足车厢后续喷涂底漆、面漆,保证漆面均匀性的工艺要求,需将车厢板面间焊缝打磨的表面光滑均匀,并尽量减小板面打磨变形。焊缝打磨过程中的难点主要是焊缝高低不平、焊接工件的形变等原因造成的打磨不到或者过磨等现象,DFC力控系统在应用层做到了傻瓜式操作,将不同工艺场景(合模线打磨、平面/曲面打磨、焊缝打磨、毛刺打磨等)编程调试简略化,缩短工艺调试周期;工艺层面,不同打磨场景的工艺配方是具有针对性且实时动态变化的,DFC力控系统基于打磨工艺自主研发的控制算法,打磨的效果更加均匀和一致,适合汽车制造类的批量打磨生产。浙江力控系统答疑解惑大儒科技(苏州)有限公司是一家专业提供力控系统 的公司,有想法的可以来电咨询!
金属加工工序中,激光焊接后的焊缝,因为金属的形变、焊缝的高差及治具定位公差等原因,使的焊缝打磨变得难以实现自动化打磨。常见的焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨、焊缝打磨后表面抛光等。对于前两种焊缝余高量的去除,通常集成激光测距仪实时反馈、调整打磨工具高度与打磨位置,也能实现力控系统加工作业。但对于不规则焊缝打磨和焊缝打磨后的表面抛光,还需要准确识别焊缝、准确定位和测量,对焊缝进行智能柔性的打磨抛光,使用大儒科技的DFC智能力控系统力控系统通过其柔性力控制,提高一次性打磨效果,确保产品打磨的一致性,实现批量快速的打磨生产。
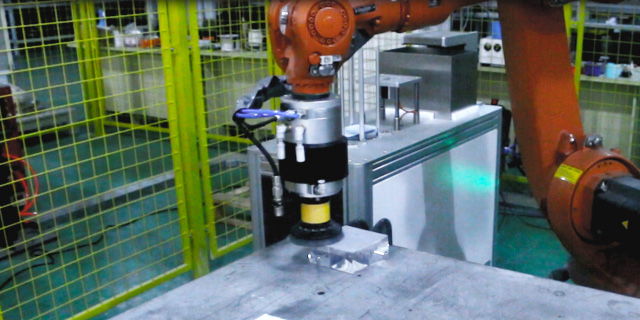
打磨抛光是一种表面改性的工艺技术,应用非常广。常规的打磨方案采用人工打磨,生产效率低,工作周期长,而且精度不高,产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控系统机器人系统由以下几部分组成:工业机器人、力控系统、打磨工具、工作台。力控系统机器人是力控制技术为主,通过控制加工轨迹和打磨工具与工件的接触力,以满足柔性力和位置两方面的工艺要求,保证打磨质量。力控系统系统适应各种工业机器人,通过力控系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。力控系统 ,就选大儒科技(苏州)有限公司,有想法的可以来电咨询!

焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨。对于前两种情况,激光测距仪实时反馈方焊缝的余高以及左右的距离信息,通过内部算法实时计算,调整打磨工具高度与打磨位置,自适应补偿工件本体、焊接过程以及工装所导致的误差,就能实现力控系统加工作业。但对于不规则焊缝打磨,除了要定位位置和检测余高之外,还需要准确识别,因此要采用3D视觉检测系统,3D镜头+算法的测量模式,对工件焊缝3D扫描数据进行分析,实现焊缝的识别、准确定位和测量,对焊缝进行智能打磨。例如钣金箱箱体的冲压、焊接、打磨、原子灰、打磨、喷漆等的制作流程,把钣金箱体的焊缝、毛坯进行精细化的加工打磨,终对钣金箱体进行表面喷塑处理,形成较好的外观。由于焊接后的钣金箱体比较粗糙,还有锈斑、油污、焊缝等,所以要打磨和磷化处理去油去锈。大儒科技(苏州)有限公司力于提供力控系统 ,欢迎您的来电哦!快速响应力控系统欢迎咨询
力控系统 ,就选大儒科技(苏州)有限公司,让您满意,期待您的光临!快速响应力控系统值得信赖企业
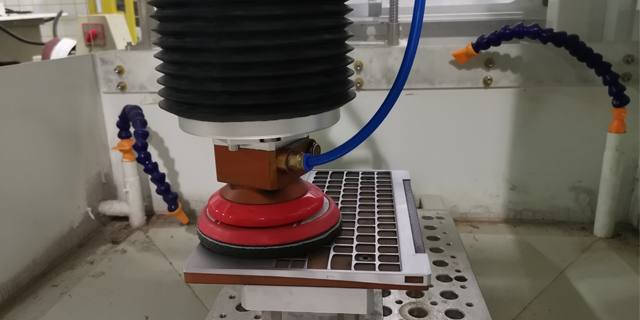
气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控系统安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控系统,在力控系统执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控系统,但是DFC力控系统的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控系统,力控系统效率高,工件打磨后的圆度一致性好。快速响应力控系统值得信赖企业
上一篇: 连云港正规柔性打磨
下一篇: 销售力控系统源头直供厂家