福建制造焊管机组厂家报价
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在最高温度下不受挤压,从而降低焊接质量,增加功耗。实际生产经验表明,导向辊的纵向位置可以调整开角,通常变化在2°~6°之间。在导辊不能纵向调整的情况下,可以利用导圈厚度或闭合孔型来调节开角。焊管机组厂家还有哪些产品?福建制造焊管机组厂家报价
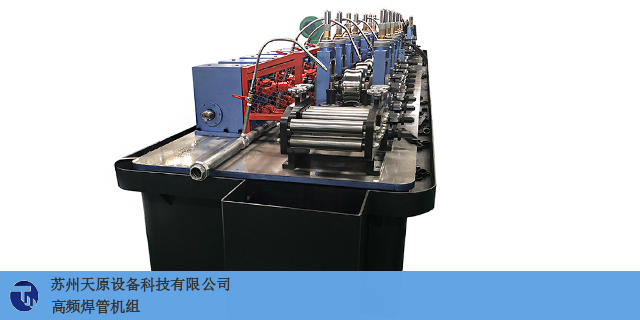
焊管机组
根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝钢管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力和轴向应力。总有人问,螺旋钢管与直缝钢管有什么不同?哪个会更好?一般DN350以上,管径较大的为什么要用螺旋钢管而不用直缝钢管呢?原因我们现在来解说。具体说来,螺旋钢管和直缝钢管都是属于焊管的一种焊缝形式。两者一般在使用范围不一样。螺旋钢管因为焊缝是螺旋的,故所承受液体的压力会分布在管子各侧,增强管子的强度。如果用直缝钢管的话,一般的大管子都是用钢板卷起来直焊,所需较大的钢板,增加了制作难度,故管径较大的会使用螺旋管。浙江机械焊管机组检查焊管机组的零件有哪些呢?
焊管机组与钢管区别是很大的。钢管外观上,无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。辨认方法:看管子内部,因为外部都会处理的,焊管是里边有条缝隙有的可以看到,有的处理,就不容易看到,你可以用手慢慢触摸,再或者看规格,焊管都比较薄的,无缝钢管厂家,焊管是用不锈钢钢带用机器直接做出来的(卷起来的),无缝是用圆钢或者管坯穿孔穿起来的。图片无缝钢管制作原理生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并去掉表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。
从焊缝断口可以看到一个光亮、平坦的平面断口。有时没有带钢边缘毛刺或或氧化皮、铁锈等,但V角过小或电压过高也会产生预弧现象,这是由于带钢边缘的高压电放电造成的。预弧缺陷预防措施:(1)V形角严格控制在4~6(2)带钢的边缘清洁光滑无毛刺(3)保持冷却水清洁,控制冷却水流向,尽量避免流向V角熔合不足这类缺陷是由于两带钢边缘虽被加热但没有完全熔合,未形成良好的焊缝。导致熔合不足直接的原因是焊接时加热的热量不足。引起焊接热量不足的相关因素很多,例如高频功率的输出、V角角度和加热长度,磁棒的位置,磁棒的工况及冷却、感应圈的尺寸、焊接速度等等。这些因素互相影响,综合产生作用导致此类缺陷。熔合不足缺陷防止措施:(1)焊接输入热量与焊接速度的匹配,管坯原材料特性(2)磁棒工况(3)V角角度及加热长度(4)感应圈规格设备的稳定性及良好状态是不产生缺陷的基本条件,完善工艺参数的记录和分析工作,可以提高管子的质量。焊管机组要注意这些常见的问题!

焊管机组能够得到这么范围广的应用跟它自身的优势是分不开的。焊管机组行业的发展如此迅速,要想立于不败之地,就需要提高焊管机组的生产质量,做好焊管机组的调试和日常维护工作。那么焊管机组日常维护及调试要注意什么呢?一般来说,焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。还要注意调整焊管机组中飞锯的单向阀,要注意飞锯小车和钢管生产速度保持同步,这样可以有效的避免锯片被损坏。在日常生活中还要注意定期的对焊管机组进行检查和维修,及时的了解焊管机组的性能,如果出现故障的话,就要注意及时做相应的措施进行修理。批量购买焊管机组会便宜一点嘛?黑龙江制造焊管机组厂家价格
焊管机组的使用注意说明。福建制造焊管机组厂家报价
焊管机组中的高频焊管成型技术包括粗成型和精成型两部分,它是高频焊管生产技术的hexin,如果钢带在粗成型和精成型阶段成型质量不好或成型不到位是很难生产出高质量焊管的。因此成型技术决定了高频焊管的产量品种质量原料和轧棍消耗是焊管设备设计制造部门和使用部门十分关心的问题。高频焊管成型技术的发展按时间和成型方法可以粗略地划分为三个阶段,即早期的棍式成型技术(rollfoming);20世纪60年代后期的排棍成型技术(cagefoming);90年代后期的FFX成型技术(flexiblefomingexcellent)。福建制造焊管机组厂家报价
上一篇: 吉林好的焊管机组诚信合作
下一篇: 吉林机械焊管机组客户至上