青海小分装隔离器
无菌分装隔离器的舱体设计通常考虑到操作的便利性,可以根据需要调整大小和形状,以适应不同规模的生产需求。此外,舱体的透明设计使得操作人员可以清晰地观察到操作过程,便于及时发现问题并进行调整。无菌分装隔离器的舱体采用可移动式设计,使得设备可以方便地移动到不同的工作区域,适应不同的生产环境。这种设计不仅提高了设备的灵活性,也降低了对外部环境的特殊要求,从而节省了建设和改造成本。由于无菌分装隔离器能够在内部创造出一个相对无菌的工作环境,因此它对外部环境的要求相对较低。这使得设备可以适应更多的生产场所,无需对生产环境进行大规模的改造和升级,进一步降低了生产成本。通过使用无菌分装隔离器,可以大幅度降低无菌生产过程中的废品率。青海小分装隔离器

检测型无菌分装隔离器主要用于药品的无菌检测和质量控制环节,它采用高度敏感的检测技术和严格的无菌操作环境,对药品进行无菌检测,确保药品符合无菌要求。检测型无菌分装隔离器具有检测准确、操作简便、污染风险低等优点,可有效提高药品检测的可靠性和安全性。在使用检测型无菌分装隔离器时,需要确保检测设备的准确性和可靠性,并对检测环境进行定期监测和验证。此外,还需要对检测过程中的关键参数进行记录和分析,如检测时间、检测结果、检测条件等,以确保检测结果的准确性和可靠性。江西分装隔离器有哪些厂家无菌分装隔离器的密封性能优越,能够确保产品在分装过程中不受外界污染,保障产品质量。
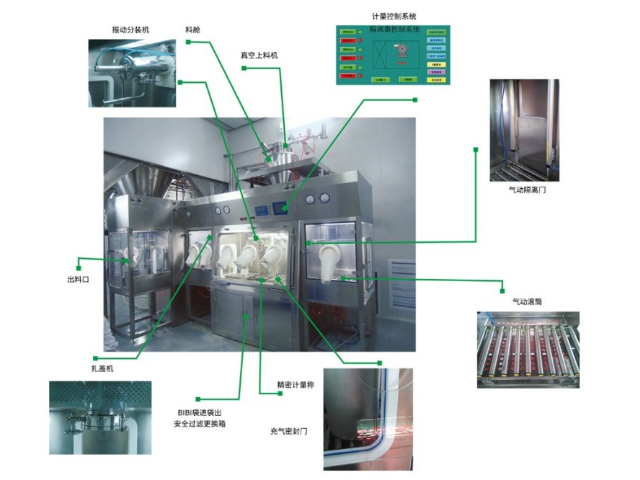
袋进袋出污染物收集处理器是隔离器中不可或缺的一部分,主要用于收集在操作过程中产生的废弃物及潜在污染物。这种设计可以将所有废物集中在一个封闭系统内,通过特殊处理后安全地移出隔离器,防止任何可能的二次污染。气动密封系统是确保隔离器内外环境有效隔绝的重要屏障。通过精密的气密设计和高效的密封装置,使得整个隔离器能够保持稳定的内部压力,同时防止空气污染,进一步强化无菌保护效果。控制系统则是无菌分装隔离器的大脑,集成了自动化控制、数据记录、报警反馈等多种功能。通过对隔离器运行参数的实时监控和精确调控,确保各子系统协调运作,满足无菌生产过程的各项严苛要求。
压力监测是确保隔离器密封性和稳定性的重要手段。通过压力传感器,可以实时监测隔离器内外的压力差,一旦出现异常波动,系统便会自动报警,提醒操作人员及时进行处理。温度是影响药品稳定性和无菌性的关键因素之一,无菌分装隔离器内的温度必须控制在一定范围内,以确保药品的质量和安全性。温度监测系统通过温度传感器实时记录并显示隔离器内的温度数据,一旦发现温度异常,便会触发报警机制。湿度控制对于防止微生物生长和保持药品稳定性同样至关重要,湿度监测系统能够实时监测隔离器内的湿度水平,并根据设定的阈值进行自动调节,确保湿度始终保持在适宜范围内。无菌分装隔离器配套分VHP灭菌系统采用先进的灭菌技术,能够快速杀灭各种微生物,确保无菌效果。

称量取样型无菌分装隔离器主要用于药品等行业中的称量和取样过程,在这些行业中,精确的称量和取样是确保产品质量的重要环节。称量取样型无菌分装隔离器具有精确的称量和取样系统,可以准确地控制称量和取样的过程。操作人员可以在隔离器内进行称量和取样操作,通过手套箱和密封门与外界隔离,避免了外界微生物的污染。称量取样型无菌分装隔离器的应用可以提高称量和取样的准确性和可靠性,确保产品的质量和安全。检测型无菌分装隔离器主要用于产品的检测和分析过程。在医药等行业中,产品的检测和分析是确保产品质量和安全的重要环节。检测型无菌分装隔离器具有精密的检测和分析设备,可以对产品进行各种物理、化学和微生物的检测。操作人员可以在隔离器内进行检测和分析操作,通过手套箱和密封门与外界隔离,避免了外界微生物的污染。无菌分装隔离器是一种高效、安全的药品分装设备,确保药品在无菌环境下进行分装。生产分装隔离器咨询
双门传递技术确保了无菌分装隔离器内部环境的稳定,避免了微生物的滋生和传播。青海小分装隔离器
无菌分装隔离器是一种用于药品、生物制品等无菌产品分装的设备,它通过创造一个封闭、受控的洁净环境,实现产品在分装过程中的无菌操作。与传统的无菌室相比,无菌分装隔离器具有更高的洁净度、更低的能耗和更灵活的操作方式。双门传递技术是无菌分装隔离器的关键技术之一。该技术通过两个单独的门体结构,实现了物料传递和人员操作的完全隔离。当一个门体处于开启状态时,另一个门体则保持关闭,从而保证了洁净空间不受外界干扰。这种设计不仅有效避免了交叉污染的风险,还有效提高了工作效率。青海小分装隔离器
上一篇: 洁净室在线尘埃粒子计数器咨询
下一篇: 黑龙江分装隔离器供应