安徽焊管机组厂家直销
焊管机组轧制线是焊管机组上所有轧辊包括矫平辊、成型平立辊、导向辊、挤压辊、去毛刺托辊、压光辊、定径平立辊、矫直辊等轧辊的校调基准线,也是与其配套的相关辅机设备例如开卷机、螺旋活套、飞锯、输送辊道等安装校调的基准线,是轧制底线和轧制中线的总称,就如人体的脊椎,在所有焊管生产工艺参数中具有举足轻重的作用。轧制线:事实上,焊管机组上并不存在这样一条实物线,轧制线在机组安装或者换辊时才被人们用细钢丝表示出来。苏州焊管机组厂家供应商。安徽焊管机组厂家直销
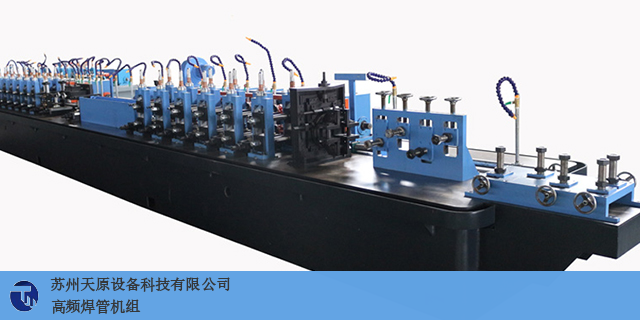
焊管机组
与焊管机组中高频焊的原理,高频焊原理——借助高频电流的集肤效应可以使高频电能量集中于焊件的表层,而利用邻近效应,又可控制高频电流流动路线的位置和范围[4]。当要求高频电流集中于焊件的某一部位时,只要将导体与焊件构成电流回路并使导体靠近焊件上的这一部位,使它们相互之间构成邻近导体,就能实现这个要求。高频焊就是根据焊件结构的具体形式和特殊要求,主要运用集肤效应和邻近效应,使焊件待焊处的表层金属得以快速加热而实现焊接。湖北焊管机组产品介绍焊管机组轧压线的常见损伤。

除了趋肤效应,邻近效应是电流的另一个特征,当大小相等,方向相反的交流电通过两个相邻的导体时,电流会流过两个导体相邻的内侧表面层,而当两导体通过大小相等,方向相同的交流电时,电流会流过两个导体的外侧表面层,电流的邻近效应使得导体中的电流进一步不均匀,正是这种不均匀成就了高频焊管。邻近效应强弱与以下三个因素有关:1.距离两个导体之间的相邻距离越近,邻近效应越强,特别是当两个导体之间的距离接近或趋于零时,导体中的电流几乎都汇聚到相邻层,使相邻表面上的电流急剧增加,导致相邻表面发热,例如汇聚到挤压点位置,对于高频焊管工艺的制定具有重要意义,越靠近开口的V角顶点,带钢两边缘的距离越近,因此邻近效应越强,带钢边缘温度越高,直到接近金属的熔点,并在随后挤压辊的挤压力作用下实现焊合,因此,邻近效应要求焊管工艺需要注意V形开口的尺寸,这与焊合热量、速度和质量有关。2.比值,邻近效应强弱与导体尺寸厚度的一半和电流浸透度之比关系密切,比值越大,邻近效应越强,相反,比值越小,邻近效应越弱,可参见公式:比值=导体厚度/2浸透度。3.频率,电流频率越高,基于趋肤效应基础上的邻近效应越强。
焊管机组中的高频焊管成型技术包括粗成型和精成型两部分,它是高频焊管生产技术的hexin,如果钢带在粗成型和精成型阶段成型质量不好或成型不到位是很难生产出高质量焊管的。因此成型技术决定了高频焊管的产量品种质量原料和轧棍消耗是焊管设备设计制造部门和使用部门十分关心的问题。高频焊管成型技术的发展按时间和成型方法可以粗略地划分为三个阶段,即早期的棍式成型技术(rollfoming);20世纪60年代后期的排棍成型技术(cagefoming);90年代后期的FFX成型技术(flexiblefomingexcellent)。焊管机组前沿的技术说明。
高频焊管是由带钢卷制成的螺旋式高频焊管,一般在高温下挤压成型,采用自动双线正反面电弧焊工艺焊和而成,高频焊管将带钢送入焊管机组,带钢由好几个轧辊冷轧并慢慢翻卷,产生一个张口空隙的圆精轧管,调节挤压成型轧辊的减薄量开展电焊焊和。如果高频焊管的挤压压力很小,晶体总数会很少,焊缝金属材料的抗压强度会降低,导致压缩后产生裂纹,如果挤压压力过高,熔化金属材料会被挤压到焊缝中,不但会降低焊缝的抗压强度,还会引起大量的内外振纹,导致焊缝重复等缺点。在整个成形过程中,厚钢板匀称,残余应力小,表面不刮伤,高频焊管经生产加工后,在直径和壁厚规格型号范畴上具备很大的协调能力,尤其生产制造高质量厚壁管,特别是在中小型直径厚壁管时,具备别的工艺无可比拟的优点,能够满足客户对高频焊管规格型号的大量需求。焊管机组的使用注意说明。甘肃品质焊管机组销售厂家
苏州哪个焊管机组厂家好?安徽焊管机组厂家直销
焊管机组立辊找正立辊找正可分为三步进行:第一步先确定各组立辊的开口间隙,也就是两立辊的轴间距然后找好每组立辊的中心位置;atlast是调整立辊的高度。立辊的开口间隙,以孔型设计时的变形开口宽度为依据,然后再收缩5mm左右为宜,收缩量太大时,会加快立辊孔型上边缘的磨损.同时亦增加了设备的负荷。立辊的中心要与平辊找正同时进行.以保证平辊立辊的中心位置都在同-一个中心线上。立辊孔型的中心线找完后,便可以将钢丝线降落在平辊孔型的底径位置上,开始找立辊的高度。立辊的高度以立辊孔型下边缘与钢丝线的高度相符为准,成型前几道立辊的高度,要根据立辊下辊环切除量的工艺参数而定。安徽焊管机组厂家直销
上一篇: 河北好的焊管机组厂家供应
下一篇: 吉林好的焊管机组诚信合作