浙江分装隔离器的作用
无菌分装隔离器的移动舱体的优势如下:1.灵活性:移动舱体的优势在于其灵活性。传统的无菌室一旦建立,其位置便固定下来,难以根据生产需求的变化进行调整。而移动舱体可以轻松地被移动到需要的地方,无论是在不同的实验室之间,还是在生产车间的不同区域,都能够迅速部署并投入使用。2.降低成本:移动舱体的另一个明显优点是成本效益。由于不需要建设固定的无菌室,企业可以节省大量的建筑和维护费用。3.环境适应性:移动舱体的设计允许它们在不满足传统无菌室建设要求的环境中使用。这意味着即使在温湿度波动较大的区域,或者空气质量不理想的地点,移动舱体也能够提供必要的无菌环境。无菌分装隔离器不仅能够提高药品生产效率,还能够降低生产成本,为企业创造更多价值。浙江分装隔离器的作用

在实际应用中,无菌分装隔离器的正压负压可调节功能可以根据不同的操作需求进行设置,例如,在进行无菌粉末分装时,可以通过调节正压,确保分装过程中粉末不会因为空气流动而受到外部污染。而在处理有毒化学试剂时,可以通过调节为负压状态,确保即使发生意外泄漏,有害气体或液体也不会扩散到工作环境中。除了压力控制之外,无菌分装隔离器的设计还考虑到了其他多种因素,以确保操作的安全性和便捷性。例如,隔离器的材质通常采用耐腐蚀、易清洁的材料,如不锈钢或特殊塑料,以便于消毒和清洁。此外,操作界面设计人性化,使得操作人员可以轻松地完成开合隔离器、放入或取出物品等操作。吉林分装隔离器有什么作用双门传递技术使得无菌分装隔离器在操作过程中能够保持恒定的洁净度,确保产品质量。

无菌分装隔离器移动性设计的优势有:1、提高灵活性:移动式无菌分装隔离器能够在不同的洁净室或生产车间之间轻松移动,无需进行复杂的安装和调试。这种灵活性使得制药和生物技术企业能够根据生产需要,快速调整设备布局,提高生产效率。2、降低外部环境要求:由于移动式无菌分装隔离器具有单独的空气净化系统,它可以在相对较低洁净度的环境中运行,从而降低了对洁净室建设和运行的成本。这种设计使得企业无需在洁净室建设上投入大量资金,节省了成本。3、便于运输和维护:移动式无菌分装隔离器的设计通常更加紧凑、轻便,便于运输和维护。这种设计使得企业能够在需要时快速将设备运送到目的地,减少了因设备故障或维护导致的生产中断。
无菌分装隔离器是一种用于实现无菌操作环境的设备,其关键功能是通过高效的过滤系统,将操作区域内的空气进行过滤净化,以创造一个相对无菌的工作环境。该设备通常配备有先进的空气净化装置、工作台面以及便于物料进出的传递窗,确保在分装、取样、检测等操作中,产品不会受到外界微生物的污染。无菌分装隔离器通过高效过滤器,能够去除空气中的细菌、病毒等微生物,确保操作区域内的空气洁净度达到无菌标准。同时,隔离器的密封性能优异,能够有效防止外部微生物的侵入,为产品提供可靠的无菌保障。无菌分装隔离器的设计合理,易于清洁和消毒,满足制药行业严格的卫生要求。
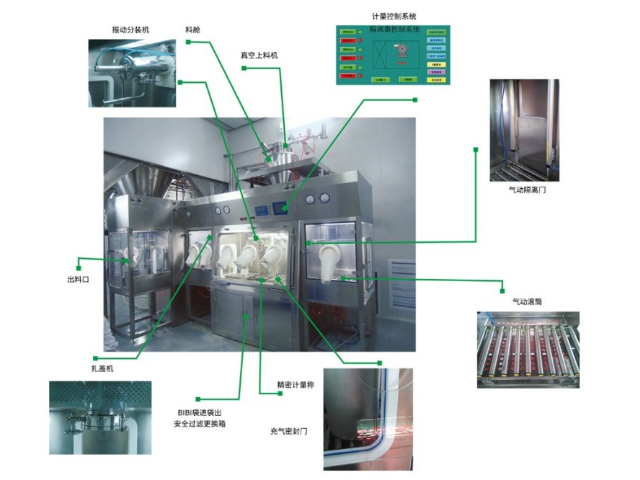
无菌分装隔离器的监控系统是一个集成了压力、温度、湿度、洁净度等多项参数实时监测的系统,该系统通过传感器和仪表等设备,实时采集隔离器内的环境参数,并通过数据分析软件进行处理,以实现对隔离器内环境的实时监控和预警。在线监测参数的重要性如下:1、压力监测:压力是无菌环境中一个关键的控制参数。通过实时监测隔离器内的压力,可以及时发现隔离器是否出现泄漏或空气流动异常,从而避免外界微生物的侵入。2、温度监测:温度是影响药品稳定性和微生物生长的重要因素。适当的温度控制可以确保药品在分装过程中的稳定性和安全性。无菌分装隔离器的控制系统智能化管理,可实时监控分装过程,确保生产过程的稳定与安全。浙江分装隔离器的作用
无菌分装隔离器的控制系统的用户界面友好,操作直观便捷,提高工作效率。浙江分装隔离器的作用
无菌分装隔离器的舱体可移动性使得设备易于移动,在药品生产和制备过程中,有时需要将设备从一个地方移动到另一个地方,以适应不同的生产需求。传统的无菌分装隔离器通常是固定在一个位置,无法进行移动。而具有可移动舱体的无菌分装隔离器可以轻松地移动到需要的位置,提供更大的灵活性和便利性。这对于药品生产企业来说,可以更好地满足不同批次和不同规模的生产需求,提高生产效率。无菌分装隔离器的舱体可移动性可以节约成本。传统的无菌分装隔离器需要在无菌室内进行操作,这就需要建设和维护无菌室,增加了企业的投资和运营成本。而具有可移动舱体的无菌分装隔离器可以在普通的生产环境下进行操作,无需额外的无菌室建设和维护成本。此外,可移动舱体的无菌分装隔离器还可以适应不同规模的生产需求,避免了因生产规模变化而需要更换设备的情况,进一步节约了成本。浙江分装隔离器的作用
上一篇: 江苏分装隔离器哪个好用
下一篇: 武汉分装隔离器供应