东莞附近线切割机床铸件铸造
避免灰尘和其他杂质进入铸件内部,影响机床的正常运行。五、特殊部位保养卡盘保养:卡盘要定期拆下进行保养,因为粉末状得切屑极易进入卡盘内部,造成对卡盘的磨损。在加工工件时,可以用报纸或棉布塞入卡盘里面的内孔以及卡爪运动不到的地方填满,防止铁屑进入卡盘内部。导轨与夹具保养:导轨、夹具等暴露在外面和运动部件应刷涂防锈油,以保护其不受潮气和酸碱侵蚀。在涂改防锈油时不要用沾有汗水的手涂改,否则会导致指纹状锈迹。六、记录与管理保养记录:对机床铸件的每次保养情况进行记录,包括保养时间、内容、人员等信息,以便追踪和管理。问题跟踪:对发现的问题进行跟踪和记录,以便及时解决并防止类似问题再次发生。通过遵循以上保养方法,可以确保机床铸件处于良好的工作状态,提高机床的加工精度和稳定性,延长铸件的使用寿命。 凯仕铁铸件以其精湛的工艺和严格的质量控制,成为机床制造业的择优之选。东莞附近线切割机床铸件铸造
提高工人的技术水平,确保床身铸件工艺规程得到正确实施,对于保证铸件质量、延长使用寿命具有重要意义。铸造原材料的质量:金属炉料、耐火材料、燃料、熔剂、变质剂以及铸造砂、型砂粘结剂、涂料等材料的质量不合标准,会导致铸件产生气孔、、夹渣、粘砂等缺陷,影响铸件的使用寿命。后期保养:定期对机床铸件进行清洗、润滑、防腐等保养措施,可以有效防止灰尘、油污等杂质的积累,减少零部件之间的摩擦和磨损,防止铸件受到环境中气体、水分的侵蚀,从而延长其使用寿命。使用寿命范围:根据相关的标准要求,铸件的保质期通常在3年以上,但具体时间还要根据材质、规格、加工工艺等多方面因素综合考虑。如果加强保养,铸件的使用寿命还可以更长。综上所述,机床铸件的使用寿命受到多种因素的影响。在选择合适的材料、优化设计工艺、提高铸造工艺水平、制定合理的工艺操作规程、确保原材料质量以及加强后期保养等方面做出努力,可以延长机床铸件的使用寿命。 东莞附近重型机床铸件出口机床铸件以其性能和特点,成为精密制造领域不可或缺的基石。欢迎致电凯仕铁金属科技。
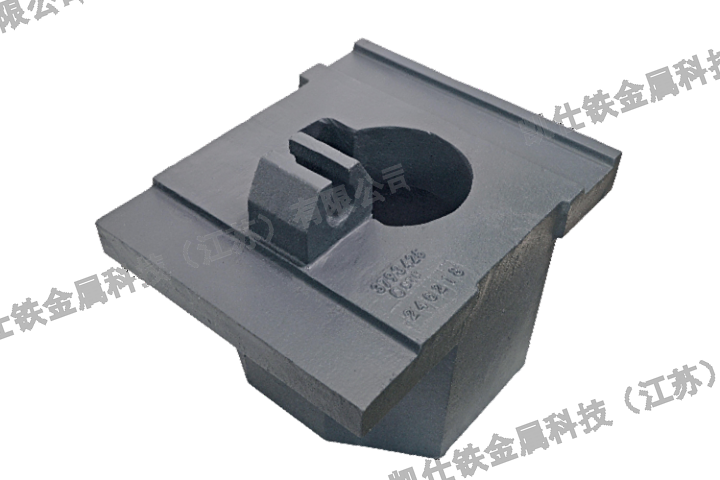
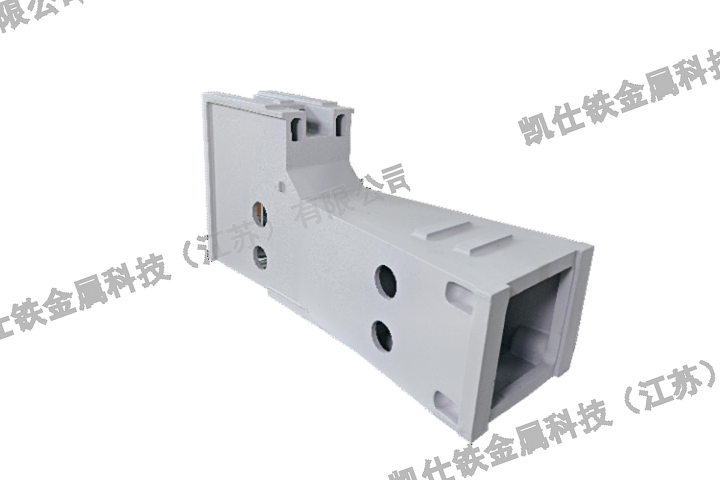
机床铸件的特点机床铸件作为机床制造中不可或缺的基础部件,其特点主要体现在以下几个方面。首先,机床铸件具有良好的稳定性和刚性。通过精确的铸造工艺,铸件内部结构均匀,能够承受较大的机械应力和振动,确保机床在高速、高精度加工过程中保持稳定的性能。其次,机床铸件的设计灵活多样。根据机床的不同功能和需求,铸件可以设计成各种形状和尺寸,满足不同机床的结构要求,提高机床的整体性能。再者,机床铸件具有优良的耐磨性和耐腐蚀性。铸件表面经过特殊处理,能够抵抗切削液、冷却液等化学物质的侵蚀,延长机床的使用寿命。,机床铸件的生产效率高,成本相对较低。采用铸造工艺可以大批量生产形状复杂的铸件,减少加工工序,降低生产成本。所以机床铸件以其稳定性、刚性、设计灵活性、耐磨性和耐腐蚀性等特点,在机床制造领域发挥着至关重要的作用。
缩孔问题的解决方法优化铸型设计:合理设置冒口和冷铁:冒口可以提供补缩金属,冷铁可以加速局部冷却,减少缩孔的形成。控制浇注系统:设计合理的浇注系统,确保金属液流动顺畅,避免涡流和气体夹带。控制浇注温度:适当降低浇注温度:但要确保金属液的流动性,过高的温度容易导致气孔和缩孔。均匀加热:确保金属液在浇注前均匀加热,避免局部过热或过冷。改进合金成分:添加适量的变质剂:如在铸铁中加入适量的孕育剂,可以细化晶粒,减少缩孔。调整合金成分:选择适当的合金成分,提高金属的流动性和补缩能力。优化浇注工艺:采用分段浇注:对于大型铸件,可以分段浇注,减少整体收缩应力。控制浇注速度:避免过快或过慢的浇注速度,确保金属液能够顺利填充铸型。裂纹问题的解决方法合理设计铸型:避免尖角和薄壁:铸件设计应避免尖角和薄壁区域,这些区域容易产生应力集中,导致裂纹。设置合理的冷却系统:确保铸件均匀冷却,避免局部过冷或过热。控制冷却速度:适当控制冷却速度:避免过快冷却,过快冷却容易导致热应力和裂纹。使用保温材料:在铸件表面覆盖保温材料,控制冷却速度,减少热应力。进行热处理:退火处理:通过退火处理消除铸件内部的残余应力。 凯仕铁机床铸件具有优化的结构设计,能够承受更高的工作负荷。

机床铸件的技术主要包括以下几个方面:熔炼技术:控制碳当量:根据铸件的具体要求,如HT250、HT300、HT350等,采用适当的碳当量,以提高铸件的性能。硅碳比控制:建议将硅碳比控制在,以优化铸件的性能。合金化控制:通过添加适量的合金元素,如铜(Cu)或铬(Cr),提高铸件的强度和硬度。配料技术:生铁加入量控制:生铁的加入量要低于10%,同时采用高废钢、高渗碳工艺,以改善石墨品质。铁液温度控制:高的铁液温度有助于细化石墨,是高碳当量、高强度灰铸铁的基础。建议铁液温度为1500-1550℃,以减少铁液氧化和SiO2灰渣。孕育技术:孕育的方法比孕育剂的高效更重要。应采用随流孕育、浇口杯孕育、浮硅孕育、型内孕育等瞬时孕育方法,确保孕育质量。孕育效果的检验:采用三角试样、热分析曲线、孕育前后的冷度比等方法来检验孕育效果。性能检测技术:加强对附铸试棒性能与金相组织的检测,特别关注金相中过冷石墨、碳化物及珠光体的检验,以提高铸件冶金质量。铸造工艺:采用无冒口铸造工艺技术、数值模拟技术、石墨冷铁强制冷却工艺、快速充型技术、特殊制芯工艺、增强补缩效果的浇注系统以及中频感应电炉熔炼工艺等关键技术,以生产质量铸件。
依托凯仕铁机床铸件,提升机床加工精度,实现高效生产。广东附近大型机床铸件报价
机床铸件在机床运行中起着支撑和连接作用,其质量至关重要。东莞附近线切割机床铸件铸造
要减少机床铸件的重量,可以采取以下几种方法,这些方法结合了参考文章中的相关数字和信息进行归纳和总结:优化设计和结构:减少壁厚:通过对铸件的结构和尺寸进行优化,可以在满足使用要求的前提下,适当减少铸件的壁厚,从而减轻重量。去除多余部分:去除铸件上不必要的凸台、圆角等,以减少材料的消耗。合理布局:对铸件的结构进行合理布局,使其在满足功能需求的同时,尽量减小整体尺寸和重量。选用轻量化材料:选用低密度材料:例如,采用铝合金、镁合金等低密度材料替代传统的铸铁或铸钢材料,可以降低铸件的重量。考虑材料的力学性能:在选用轻量化材料时,还需要考虑其力学性能是否满足机床的使用要求,以确保机床的刚性和稳定性。应用新型制造技术:采用数控加工技术:利用数控加工设备对铸件进行高精度加工,可以减小加工余量,从而减少铸件的重量。使用先进铸造工艺:如压力铸造、离心铸造等工艺,可以提高铸件的致密度和性能,同时减少材料的消耗。减轻标准件重量:标准件轻量化设计:对于机床中的标准件,如导轨、轴承座等,可以采用轻量化设计,如采用空心结构、减少厚度等方式来减轻重量。选用轻量化标准件。 东莞附近线切割机床铸件铸造
上一篇: 浙江大型灰铁铸件价位
下一篇: 苏州高精密机床铸件销售