专业微孔加工技术厂家
医用导管是用于医疗的管状橡胶制品,分为外用和内用两种类型,常见于各种气体、液体输送、如诊听器胶管、输液胶管等。目前医用导管所用的材料是硅胶,表面光滑、无毒、无味、耐消毒;即便如此,医用导管的加工过程还是非常的严格。要知道这些小管运用在医疗方面除了切割也是要进行打孔加工的,所以对其打孔的工艺要求也非常的高,如打孔的数量、打孔的孔径、密度、精密度等要求都非常高,因此,如果是采用传统的机械打孔的方式进行打孔的话是很难达到打孔的标准要求的。而激光打孔机的激光功率稳定,光速模式好,与一般的电火花打孔以及机械钻孔相比,激光打孔效率提高10~1000倍,适用于数量多、高精度的群孔加工,无耗材、无毛刺、应用范围广。产品就算再细再小,都可以根据需求打出精密的小孔。小孔滤网微孔加工,推荐苏州创阔金属科技!专业微孔加工技术厂家
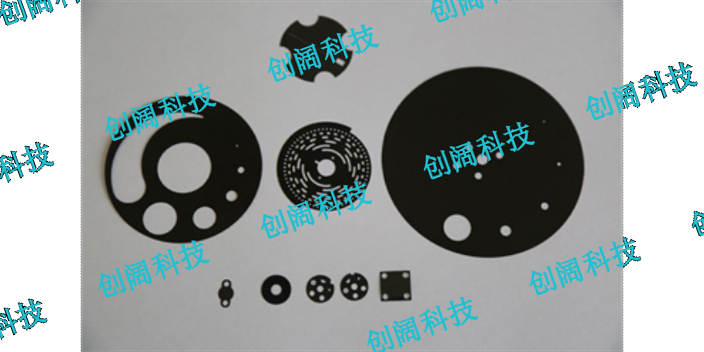
创阔金属的小孔加工产品的孔径均匀、孔壁光滑、孔的真圆度高、没有毛刺和油污,广泛应用于各种机械设备的精密过滤,也常常用作固体筛选、气液过滤、光学透光产品等等。目前小孔的产品及各种小孔加工产品已广泛应用于精密过滤设备、化纤喷丝板、喷气发动机喷嘴、电子计算机打印头、印刷电路板、电视机障板、天象仪星孔板、航空陀螺仪表元件、飞机透平叶片以及医疗器械中的红血球细胞过滤器等零件的加工领城。根据小孔的尺寸范围划分,到目前为止约有50种之多,每一种加工方法都有其特有的优点和缺点,这主要取决于工件孔径的大小,孔的排列,孔的密度,孔的精度要求,还有就是要考虑工件的后续使用因素,这就涉及到考虑用哪种加工工艺能否批量加工的问题。西藏小孔滤网加工微孔加工过滤网微孔加工技术哪家好,推荐苏州创阔金属科技有限公司!
创阔能源科技制作微反应器的特点,小试工艺不需中试可以直接放大:精细化工行业多数使用间歇式反应器。小试工艺放大到大的反应釜,由于传热传质效率的不同,工艺条件一般都要通过实验来修改以适应大的反应器。一般的流程都是:小试"中试"大生产。而利用微反应器技术进行生产时,工艺放大不是通过增大微通道的特征尺寸,而是通过增加微通道的数量来实现的。所以小试比较好反应条件不需要做任何改变就可以直接进入生产。因此不存在常规反应器的放大难题。从而大幅度缩短了产品由实验室到市场的时间。这一点对于精细化工行业,尤其是惜时如金的制药行业,意义极其重大。
狭缝光栅,筛网,垫圈,网格板,挡光片,防虫网,防尘网,屏蔽罩,散热片,垫片,喇叭网,屏蔽盒等创阔金属科技有限制作的不锈钢电极网,蚀刻元件,蚀刻零件加工,适用于五金,医疗,电子,等。客户对本产品的蚀刻加工要求公差要求高,质量好,可批量化生产,材质稳定产品使用材质SUS304,316不锈钢,铜材质材料的厚度。铍铜电极网产品简介:用于矿业、石油、化工、食品、医药、机械制造等行业。客户对本产品的蚀刻加工要求公差要求高,质量好,可批量化生产,材质稳定产品使用材质SUS316,304不锈钢,铜,黄铜材质材料的厚度,不锈钢电极网产品简介:用于酸、碱环境条件下筛分和过滤,石油工业作泥浆网、化工化纤工业作筛、电镀工业作酸洗网,本厂可根据用户需要设计制作各种型号的产品。过滤网微孔加工,推荐苏州创阔金属科技!

造粒模头过滤板介绍:创阔金属制作的过滤板工艺以及其它工艺生产的各种规格和孔径的过滤板产品上有50000-250000个细孔,过滤板大小尺寸通常是直径300mm、直径350mm、直径400mm、直径480mm等规格。开孔一般是0.12mm、0.15mm、0.25mm、0.30mm、0.35mm、0.40mm、0.45mm、0.50mm、0.60mm、0.70mm、0.80mm、0.90mm、1.0mm等孔径,客户可以根据自己的需求开选择合适的造粒模头过滤板。工作时生产材料从细孔过去,达到过滤的目的,过滤板上细孔都是采用的锥形孔设计(也俗称为喇叭孔)孔内小外大,不会阻塞过滤板,生产材料从内往外留压,赃物在过滤板内径面壁阻留;通过除杂螺杆以每分钟3-5转的速度除杂质,送存在端部。杂质储存到数量后,通过手动排杂开关排出,达到24小时不间断自动排渣的功能。使用造粒模头过滤板很大提高了在生塑料挤出机的使用效益,减轻工人劳动强度,降低了使用成本,提高了生产效率,给生产带来方便和环保,避免了传统过滤网消耗大,成本高,使用后通过焚烧再利用等缺点。造粒模头过滤板的使用寿命通常是3-6个月,具体使用寿命需要客户根据生产材料清洁度而决定,不管安装在哪种机型上都可使用,各种性质塑料都可生产。精密微孔加工厂家那家好,推荐苏州创阔金属科技有限公司!西藏精密微孔加工
铝板微孔加工技术哪家好,推荐苏州创阔金属科技!专业微孔加工技术厂家
密集小孔加工是传统加工里面很难的技术,其介于传统加工和微细加工之间。在很多国家的研究室里,都有这方面的研究。虽然激光可以用来加工直径很小的孔,但是,如果用激光的话,会是一个喇叭口一样的微孔,残渣多。用电火花是不错的选择,小的可以加工0.15mm直径的微孔,但是其微孔孔壁会留下再铸层,从而影响微孔的使用寿命,使得微孔的孔壁表面质量发生恶化;用机械钻孔的化,其1,钻头非常容易断,其2,在微孔的出口处会留下毛刺,这种毛刺会影响使用效果。我们从事蚀刻工艺加工微孔加工研究10多年,积累出了一点关于加工微孔的心得。我们加工的微孔:孔径小的为80um,孔壁粗糙度为0.02,深度1mm,且没有毛刺。专业微孔加工技术厂家
上一篇: 山西微孔加工工艺
下一篇: 河北医用小孔滤网微孔加工