覆膜铁板送料机结构图
技术资料和交付进度:(1)随设备提供供货技术资料(每台设备蓝图2套、电子版本一套),主要包括下列内容:1)蒸汽负载冷凝器和水箱总图及安装总图;以及stp或igs格式的三维外形图;2)蒸汽负载冷凝器和水箱总明细表、接口表、供货清单及装置重量;3)负载减温水泵性能曲线图、土建基础图;以及stp或igs格式的三维外形图;4)设备安装、运行和产品维护使用说明书等。(2)蒸汽负载冷凝器和水箱需随设备提供产品质量合格说明书(一份),主要包括下列内容:1)材料牌号、化学成分、机械性能报告;2)产品焊接试板力学性能检验报告;3)对接焊缝接头的射线或超声波探伤报告;4)角焊接头表面探伤报告。(3)蒸汽负载冷凝器和水箱需提供各自水压试验报告(一份);(4)产品合格证(一份)。合同成立后15天内应提供:蒸汽负载冷凝器和水箱总图及安装总图、总明细表、接口表、供货清单及装置重量;负载减温水泵性能曲线图、土建基础图等资料。对于其它未列出的技术文件及图纸等技术资料,确是本工程必需的文件和资料,也应提供。避免电气设备受潮或受到机械损伤。覆膜铁板送料机结构图

蒸汽负载冷凝器需包括但不限于以下主要部件:蒸汽负载冷凝器,附件:壳侧压力就地显示仪表和压力变送器,各2个,壳侧凝水出口温度带保护套的双金属温度计和温度传感器,各2个;进出口循环水压力表、压力变送器、双金属温度计(带保护套管)、双支热电偶(带保护套管),各2个;就地带远传磁翻板式液位计,1个,各仪表接管、表弯、三通阀、接头等,阀门及管道配对法兰、螺栓、螺母、垫圈、石墨缠绕垫等。就地指示仪表的准确度等级应不低于,盘面直径不小于150mm。就地压力表应采用全不锈钢产品,就地温度计要求采用万向型抽芯式不锈钢外壳双金属温度计。配对法兰材质要求与对应的阀门法兰、管道材质相同.注:承包方需提供蒸汽负载冷凝器详细配置组成及报价组成。 工业减温装置生产装置应设置适当的排水和排气设施,以防止积水和空气滞留。
模拟汽发减温减压器进出口与外部系统管路、设备采用法兰连接方式,配反法兰及螺栓、垫片等紧固件。模拟汽发减温减压器进出口法兰口径应与所接的外部系统管路规格一致。模拟汽发减温减压器所有接管法兰螺栓孔均跨中均布。模拟汽发减温减压器采用逐级扩容、喷水减温形式,各级筒体应在同一轴线上,并与蒸汽进口和排气口的法兰面垂直。模拟汽发减温减压器进出口及中间级设置就地压力表、压力变送器、双金属温度计(带保护套管)、双支热电偶(带保护套管)。
模拟汽发减温减压器设计﹑制造和验收的标准和规范(包括但不限于以下技术质量标准,以标准现行版本为准):《压力容器》(GB150-2011)《压力容器焊接规程》(JB/T47015-2011)《火力发电厂设计技术规程》(DL5000-2000)。模拟汽发减温减压器本体水压试验压力不得低于公称压力1.25倍。使用寿命不少于30年(不包括易损件)。承包方对设备做下列试验项目并提供证明文件:(1)所有材质化验;(2)所有铸件机械性能;(3)对接焊缝的X射线探伤,(4)角焊缝的磁粉检测等。采取有效措施,保证其产品(包括采购的产品)全部符合发包方技术规范的要求,对国家有关安全、环保等强制性标准,保证满足其要求。模拟汽发减温减压器的设计和制造所采用的零部件、标准件等均按照国家有效标准、部标、厂标进行验收;在出厂前进行总装质量检验,要求各项指标保证符合发包方技术规范书有关条款的规定。在出厂前对设备进行彻底的内部清洁;减温减压装置需要在蒸汽后端配置压力表和温度计。
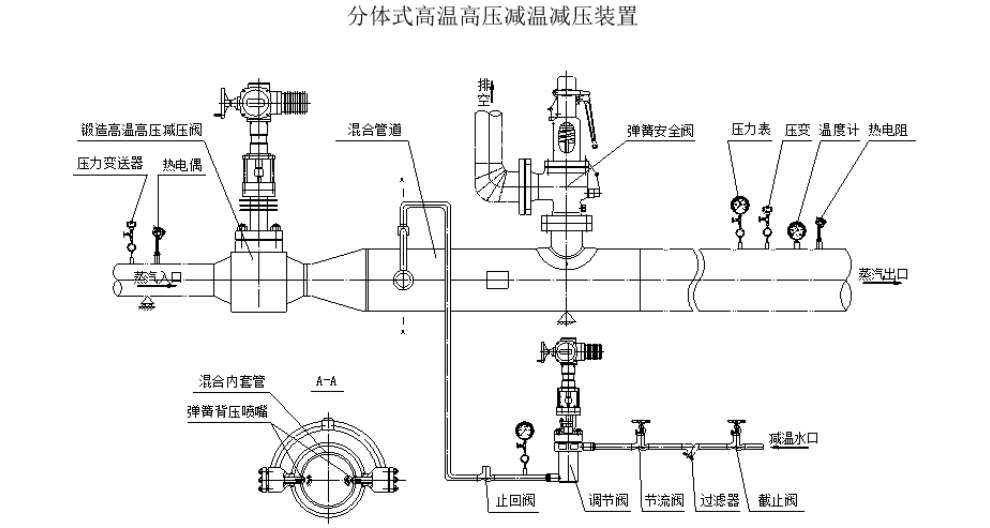
各减压器用减压阀采用气动执行机构,能同时满足设计要求的各个工况。减温减压器在事故工况联锁动作时,能在1s内打开减压阀。减温喷水阀阀芯、阀座均应做硬化处理,执行机构采用气动执行器,测温元件安装在减压阀后约10-12米处(投标方确认并提供安装距离等要求)。减压阀及气动执行机构气源故障时阀门保位(FLC),减温水调节阀及气动执行机构气源故障时阀门保位(FLC)。4.1.5.6安全保护装置采用安全阀来实现(安全阀全量),当二次蒸汽压力超过规定值时,将压力超过部分的蒸汽排入大气,从而使二次压力保持在允许的范围内。泄漏等级符合ANSI16.106标准,阀门的泄露等级为Ⅴ级。减温减压装置有可能要配置水泵或软水器。超临界机组减压器公司
减温减压装置出厂要持有特种设备监检报告 。覆膜铁板送料机结构图
承包方采取有效措施,保证其产品(包括采购的产品)全部符合发包方技术规范的要求,对国家有关安全、环保等强制性标准,保证满足其要求。减温减压器、减压装置的设计和制造所采用的零部件、标准件等均按照国家有效标准、部标、厂标进行验收;发包方可根据工程进度情况,随时到承包方进行监造。在主要部件(减压阀、减温水调节阀、安全阀等)组装前,承包方应提前几天及时向发包方通报制造进度,邀请发包方来公司进行监造。在出厂前进行总装质量检验,要求各项指标保证符合发包方技术规范书有关条款的规定。在出厂前对设备进行彻底的内部清洁;装置的油漆符合JB/T4711-2003《压力容器涂敷与运输包装》的要求,外部涂两遍防锈漆,两遍调和漆,表面有光质、美观。在设备投运一年内,如性能不满足技术要求时,承包方需负责调整,因设计制造上出现问题造成的故障,需做到三包(包退、包换、包修)。覆膜铁板送料机结构图
上一篇: 锅具小家电机械手多少钱
下一篇: 铁料三合一卷料数控送料机精选厂家