广东三角钻头哪家优惠
增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形!但如后角过大,则会降低刀刃强度和散热能力!后角的大小直接影响钻头耐用度!在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损!考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低!钻头磨损后,随着后刀面磨损带的逐渐加宽,切削功率逐渐加大,摩擦产生的热量会逐渐增加,使钻头温度升高,当温度升高到钻头相变温度后,钻头将出现快速磨损!常见的深孔加工钻头及适用范围介绍。欢迎咨询台州市椒江建设工程机械厂。广东三角钻头哪家优惠
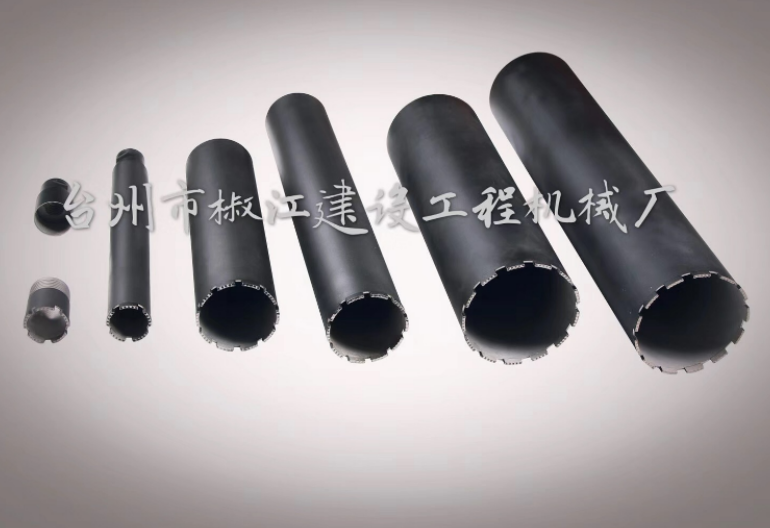
空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等!钻头主要材质有:高速钢类;粉末冶金类;硬质合金类!空心钻头种类、规格齐全,适用于各种品牌的进口磁座钻(磁力钻)及通用钻床、铣床、镗床等!该产品与进口磁座钻配套使用,钻孔效率是普通钻头的8~10倍!空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具!河北钻头生产商购买深孔钻头设备,就选台州市椒江建设工程机械厂,让您满意,期待您光临!

钻头的刃口要上下摆动,钻头尾部不能起翘!这是一个标准的钻头磨削动作,主切削刃在砂轮上要上下摆动,也就是握钻头前部的手要均匀地将钻头在砂轮面上上下摆动!而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削!这是很关键的一步,钻头磨得好与坏,与此有很大的关系!在磨得差不多时,要从刃口开始,往后角再轻轻蹭一下,让刃后面更光洁一些!保证刃尖对轴线,两边对称慢慢修!一边刃口磨好后,再磨另一边刃口,必须保证刃口在钻头轴线的中间,两边刃口要对称!有经验的师傅会对着亮光察看钻尖的对称性,慢慢进行修磨!钻头切削刃的后角一般为10°-14°,后角大了,切削刃太薄,钻削时振动厉害,孔口呈三边或五边形,切屑呈针状;后角小了,钻削时轴向力很大,不易切入,切削力增加,温升大,钻头发热严重,甚至无法钻削!后角角度磨的适合,锋尖对中,两刃对称,钻削时,钻头排屑轻快,无振动,孔径也不会扩大!
钻头轴线要与砂轮面斜出60°的角度!这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角!这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准!这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口!由刃口往后磨后面!刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨!钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火!发现刃口温度高时,要及时将钻头冷却!台州市椒江建设工程机械厂为您供应钻头,有想法欢迎来我司咨询!

精度高:钻头可以精确控制钻孔的直径和深度,保证了加工精度!适用性广:钻头可以用于加工各种材料,适用性广!经济实用:钻头价格相对较低,使用寿命较长,经济实用!操作简单:钻头操作简单,不需要复杂的设备和技术,容易上手!结论综上所述,钻头是一种常见的切削工具,广泛应用于金属、木材、石材、陶瓷等材料的加工中!钻头具有高效、精度高、适用性广、经济实用、操作简单等优势!在实际应用中,应根据不同的加工材料和加工方式选择合适的钻头,以达到比较好的加工效果!台州市椒江建设工程机械厂是一家生产销售钻头,有需求可以来电咨询。四川合金球齿钻头哪家专业
台州市椒江建设工程机械厂合金钻头生产研发获得众多用户的认可。广东三角钻头哪家优惠
钻头是钻井设备的主要组成部分,其主要作用是破粹岩石、形成井眼!旋转钻头是目前行业普遍使用的钻头,在机械的带动下旋转钻头会产生旋转,从而带动整个钻头产生向心运动,并通过侵削、研磨使岩石发生裂痕并破碎,起到向下钻探的作用!钻头是主要的钻井设备之一,根据工作环境、地域环境的不同,钻头的规格、形状也应当有所不同,在进行石油钻井工作时,应当以具体需要、具体设计方案为根据,合理地、科学地选择钻头!在具体的钻井工作中科学选择钻头、合理确定钻井液,从而提高石油钻井的工作效率、工作质量,才能使石油钻井更好地发挥自身的价值,为促进石油事业的发展作出一定的贡献!广东三角钻头哪家优惠