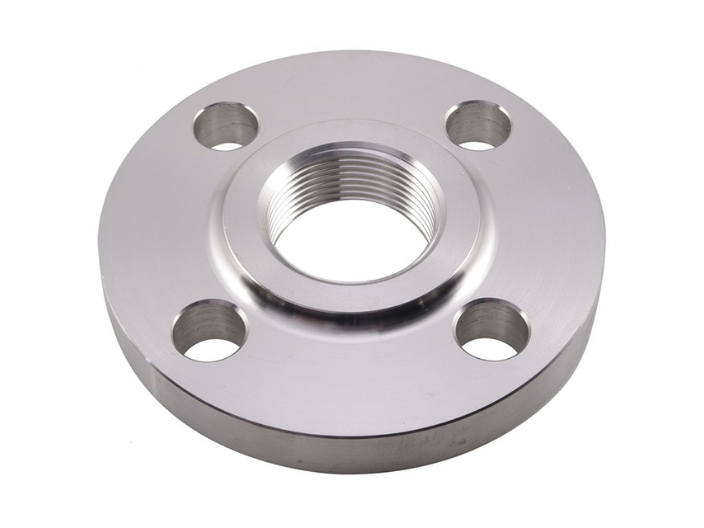
山东对焊不锈钢法兰
日常不锈钢法兰管件在制作过程中比其他管件多探伤和热处理两道工序。其他程序相同。因为有的法兰处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。不锈钢法兰的加工方法也有很多种。很多还属于机械加工类的范畴,用的多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法、和组合加工法。作为一家社会责任感强的企业,森正管件致力于环保和可持续发展。山东对焊不锈钢法兰

不锈钢法兰标准编号HG20593-1997板式平焊钢制管法兰GB9114-2000螺纹钢制管法兰GB9115-2000对焊钢制管法兰GB9116-2000带颈平焊钢制管法兰GB9119-2000板式平焊钢制管法兰GB9120-2000对焊环板式松套钢制管法兰HG20594-1997带颈平焊钢制管法兰HG20595-1997带颈对焊钢制管法兰HG20596-1997整体钢制管法兰HG21547-93管道用钢制插板、垫环、8字盲板JB81-94凸面板式平焊钢制管法兰JB82.1-94凸面对焊钢制管法兰HG20597-1997承插焊钢制管法兰山东对焊不锈钢法兰森正管件不锈钢法兰价格合理,性价比高,为客户节省了成本。

不锈钢法兰的特点及结构形状法兰连接是各种容器和工艺管线中基本常见的一种联接方式。由于生产工艺的要求或考虑制造、运输、安装和检修的方便.容器和工艺管道的联接常采用可拆结构即法兰联接,它具有较好的联接强度和紧密性,而且适用尺寸范围较广;因此,法兰联接被广范采用J在真空制盐企业中.由于容器和管道中的介质是抓化钠溶液(即卤水〕.具有较强的腐蚀性。碳钢法兰虽有较高的强安和良好的塑性和切性.但耐腐蚀性能较差,一般使用一个月后就会出现大面积腐蚀现象。六个月后就出现大面积穿孔。造成介质泄漏。
焊接法兰,也被称为带颈平焊法兰或高颈法兰,是一种管件,用于管道之间或者管道与设备之间的连接。其特点是通过焊接方式连接到管道或设备上。焊接法兰广泛应用于化工、建筑、给水、排水、石油、轻重工业、冷冻、卫生、水暖、消防、电力、航天、造船等基础工程。焊接法兰的连接方式主要有对焊连接和承插焊连接两种。对焊连接是将两个法兰的内外层都进行焊接,这种方式通常用于中、高压管道中。而承插焊连接则只焊接外层,通常用于压力不高但介质具有腐蚀性的管道中。焊接法兰的标准体系主要有欧洲管法兰体系和美洲管法兰体系。其中国际上通用的管法兰标准可概括为两个不同的,且不能互换的管法兰体系:一个以德国DIN(包括原苏联)为象征的欧洲管法兰体系;另一个是以美国ANSI管法兰为象征的美洲管法兰体系。此外,焊接法兰在焊接过程中需要遵循一定的规范和要求,如采用分段对称、多层焊接,焊缝质量要达到母材强度,焊缝表面要平整光滑等。在安装和使用焊接法兰时,也需要注意密封性能、连接紧固度以及承受压力等因素。总之,焊接法兰是一种重要的管道连接部件,具有连接可靠、密封性好、承受压力大等优点。在选择和使用焊接法兰时。 上海斌秋不锈钢法兰厂家支持按客户需定做。
一、常见的几种不锈钢法兰生锈的原因:1、不锈钢法兰表面存积着含有其他金属元素的粉尘或异类金属颗粒的附着物,在潮湿的空气中,附着物与不锈钢法兰间的冷凝水,将二者连成一个微电池,引发了电化学反应,保护膜受到破坏,称之谓电化学腐蚀。2、不锈钢法兰表面粘附有机物汁液(如瓜菜、面汤、痰等),在有水氧情况下,构成有机酸,长时间则有机酸对金属表面的腐蚀。3、不锈钢法兰表面粘附含有酸、碱、盐类物质(如装修墙壁的碱水、石灰水喷溅),引起局部腐蚀。4、在有污染的空气中(如含有大量硫化物、氧化碳、氧化氮的大气),遇冷凝水,形成硝酸、醋酸液点,引起化学腐蚀。以上情况均可造成不锈钢法兰表面防护膜的破坏引发锈蚀。所以,为确保金属表面长久光亮,不被锈蚀。上海不锈钢法兰.厂家直销,规格齐全,量大从优,欢迎咨询上海斌秋。芜湖304不锈钢法兰
采购不锈钢法兰请咨询上海斌秋高压管件制造有限公司。山东对焊不锈钢法兰
304不锈钢法兰是管道中起连接作用的重要部分,种类多,标准繁杂。由于其主要起连接作用,因此,304不锈钢法兰的主要特性就是连接方式及密封形式,主导影响参数是管道压力。304不锈钢法兰在连接管道应该注意些什么呢?1、为防止由于法兰盖加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。2、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低a氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。3、不锈钢法兰管件焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。4、铬不锈钢法兰管件焊后硬化性美标法兰较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢法兰管件焊条(A107、A207)。山东对焊不锈钢法兰