普陀区镶片式滚刀非标刀具销售厂
切削刀具主要是使用在切削加工的工具。大多数的切削刀具都是机用的,但是也是有手用的切削刀具的。切削刀具一般都是由金属的材料制成的。切削刀具的种类也是比较的多的,它包括车刀、刨刀、铣刀、外表面拉刀和锉刀等。现如今切削刀具在快速的发展,得到了的应用。下面介绍一下切削刀具的品牌。切削刀具主要是使用在切削加工的工具。大多数的切削刀具都是机用的,但是也是有手用的切削刀具的。切削刀具一般都是由金属的材料制成的。切削刀具的种类也是比较的多的,它包括车刀、刨刀、铣刀、外表面拉刀和锉刀等。现如今切削刀具在快速的发展,得到了的应用。下面介绍一下切削刀具的品牌。非标价格的设计方案。普陀区镶片式滚刀非标刀具销售厂

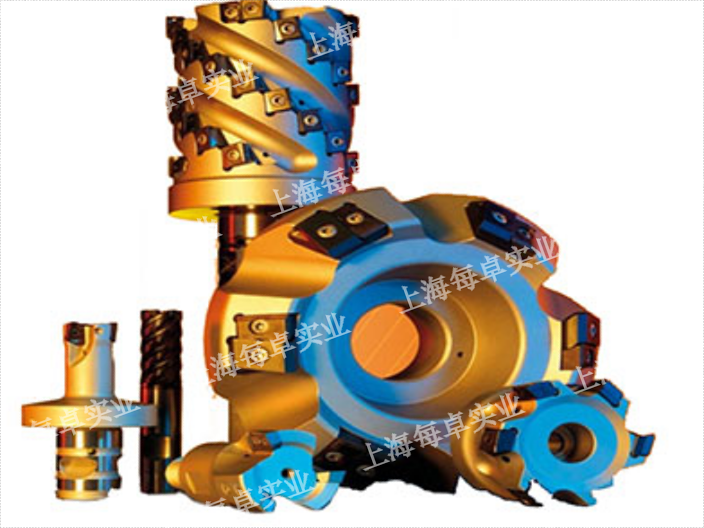
当刀具材料硬度高时,耐磨性也高。但刀具材料硬度越高,其抗弯强度和冲击韧性就越低,所以材料的选择。直接影响刀具的耐磨性。涂层的非标刀具,具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性,涂层刀具切削时可比未涂层刀具提高刀具寿命3~5倍以上,提高刀具切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。数控机床硬质台金可转位式面铣刀主要用于铣削平面。粗铣时,铣刀直径选小一些,因为粗铣时切削力大,选小直径铣刀可减小切削力矩。数控机床精铣时,铣刀直径选大一些,很好能包容待加工面的整个宽度,以提高加T精度和效能万德锐非标刀具销售厂在过去的十年,先进的设计,使得切槽刀、切断刀以及一些铣刀片的切削刃数目也实现了翻番。
机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,因此,非标刀具的制作对机械切削加工十分重要。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,表面几何形状十分复杂的工件,或被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计。上海每卓在非标定制方面有着丰富的经验及技术,首先:我们会现场参与加工改善,深入生产线提供的技术支持,其次:针对工件特殊性提供专业高效的刀具设计及整套生产加工方案。我们所生产的非标刀具特点是设计精巧,稳定性好,加工精度高,能够满足使用要求,且交货速度快。
以有刷直流电机壳体的端面、内孔等部位加工为例,针对小径轴承孔高精度需求以及主壳体与轴承孔同心度的要求,沃尔德设计的PCD内孔车刀(DCGW11T302),采用进口PCD材质,具有耐磨损、抗冲击和高寿命的特点优势。“工件在某些条件下不容易断屑且深孔加工排屑较为困难,断屑槽的设计更便于排屑且能够取得一个更好的表面光洁度效果”。闫文森对PCD内孔车刀的断屑槽设计进行讲解说到。除此之外,舍弃式的刀片结构经济环保,更换简便;修光刃的设计能够取得更好的表面粗糙度,提高刀具的切削效率。沃尔德对于电机壳的刀具加工解决方案不仅限于PCD内孔车刀,还包括PCD成型车刀、PCD成型槽刀、PCD套镗刀等典型加工刀具。其中PCD成型槽刀端面跳动控制在3μ以内,有效减少切削震动,获得更好的切削效果;PCD套镗刀切削余量为1.2,省略粗镗工序,精镗一刀完成,减少刀具数量,提高加工效率。通常,价格比较低的刀具是造成生产成本比较高的刀具。

汽车、等产品附加值高精密机械制造业是精密非标刀具的主要用户。由于我国近几年上述的工业的蓬勃快速发展,但这类的刀具的市场目前主要由国外的非标刀具制造商瓜分,国内的非标刀具厂商很少能参与竞争。在国内的精密非标刀具(如硬质合金刀片、钻头、铣刀、丝锥等)市场里,国外非标刀具制造商(主要来自欧、美、日等国)之间竞争的也是相当激烈的。许多规模小但略有名气的非标刀具公司在国内也找了代理商。他们之间的竞争是为激烈的是的标准刀具市场,因为标准刀具往往备有大量库存,互换性强,供货期短,可在一、二周内供货。但其的非标刀具的供货期往往需要8-10周,很难是满足中国顾客的短供货期要求。藁城惠德在精密非标刀具市场上也表现非凡。这些成绩的取得主要得益于当地化生产和快速供货。藁城惠德的非标刀具供货期一般只需要1-2周时间,这足让同行们羡慕不已。国外刀具公司能提供精密非标刀具,但反应慢、供货期太长;而国内刀具公司尽管供货期短,但其刀具品质大多满足不了客户的要求。所以,和短供货期是阿诺刀具公司在非标刀具市场上战胜其它同行的利器。 定制非标刀具的制作公司。奉贤区AKIZ非标刀具工厂直销
常见的错误是所选的车刀规格太小,铣刀规格太大。普陀区镶片式滚刀非标刀具销售厂
如果是尺寸问题,可以选择一把尺寸与所需的尺寸相近的标准刀具,通过改磨就可以解决,但也需注意两点:1)尺寸相差不能太大,一般不要超过2mm,因为尺寸相差太大的话,会引起刀具的槽形发生变化,直接影响容屑空间和几何角度。2)如果是带有刃孔的立铣刀的话可以在普通机床上改磨,成本较低,如果是不带刃孔的键槽铣刀就不能在普通机床上进行,需要在专门的五轴联动机床上改磨,其成本也就会较高。如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度,这方面的东西非常复杂,需对加工现场分析后才能得出结普陀区镶片式滚刀非标刀具销售厂
上海每卓实业有限公司致力于五金、工具,以科技创新实现高质量管理的追求。每卓实业深耕行业多年,始终以客户的需求为向导,为客户提供高质量的液压夹具,非标刀具,刀柄,齿轮刀具。每卓实业始终以本分踏实的精神和必胜的信念,影响并带动团队取得成功。每卓实业始终关注自身,在风云变化的时代,对自身的建设毫不懈怠,高度的专注与执着使每卓实业在行业的从容而自信。
上一篇: 欧美非标刀具批发商
下一篇: 徐汇区镶片式滚刀非标刀具联系方式