安徽数控刀具供应商
CBN刀具和PCD刀具是两种不同的刀具,它们在材料组成、硬度、耐磨性和适用范围等方面存在一些区别。材料组成:CBN刀具:CBN刀具的切削刃采用立方氮化硼(CubicBoronNitride)材料,由硼和氮原子组成的晶体结构。PCD刀具:PCD刀具的切削刃采用聚晶金刚石(PolycrystallineDiamond)材料,由许多微小金刚石颗粒通过高温高压工艺合成而成。硬度:CBN刀具:CBN刀具具有类似金刚石的硬度,比PCD刀具稍低,但仍然非常高。PCD刀具:PCD刀具的硬度比CBN刀具高几倍,是目前硬度比较高的刀具材料之一。耐磨性:CBN刀具:CBN刀具具有极高的耐磨性,能够在切削过程中长时间保持刀具的锋利度。PCD刀具:PCD刀具也具有极高的耐磨性,能够在切削过程中长时间保持刀具的锋利度。适用范围:CBN刀具:CBN刀具适用于加工硬质材料,如高速钢、工具钢、铸铁、热处理钢等。PCD刀具:PCD刀具适用于加工各种材料,包括铝合金、铜合金、钛合金、复合材料等。总体而言,CBN刀具适用于加工硬质材料,而PCD刀具适用于加工各种材料。CBN刀具的硬度类似金刚石,适用于高硬度材料的加工,而PCD刀具的硬度更高,适用于***的材料加工。此外,CBN刀具和PCD刀具在价格上也存在一定差异,CBN刀具相对较贵。因此。 多晶金刚石(PCD)和多晶立方氮化硼(PCBN)刀具虽然其成本较高,但是这种刀具能成为提高生产率的比较好工具。安徽数控刀具供应商
CBN刀具是一种采用立方氮化硼(CubicBoronNitride,简称CBN)作为刀具切削部分的刀具。CBN是一种人工合成的超硬材料,具有极高的硬度和耐磨性,被广泛应用于切削加工领域。CBN刀具具有以下主要用途:高硬材料加工:CBN刀具适用于加工高硬度材料,如硬质合金、高速钢、工具钢等。它能够在高速切削中保持刀具的稳定性和耐磨性,实现高效率的切削加工。硬脆材料加工:CBN刀具适用于加工硬脆材料,如陶瓷、玻璃、石英等。它能够实现高精度的切削加工,保持工件的表面质量和尺寸精度。高温合金加工:CBN刀具适用于加工高温合金,如钛合金、镍基合金等。它能够在高温环境下保持刀具的稳定性和切削效率,实现高效率的切削加工。精密加工:CBN刀具适用于精密加工领域,如模具加工、航空航天零部件加工等。它能够实现高精度的切削加工,满足对工件表面质量和尺寸精度要求较高的加工需求。高速切削:CBN刀具适用于高速切削加工,能够实现高速、高效的切削加工。它能够在高速切削中保持刀具的稳定性和切削效率,提高生产效率和产品质量。安徽切削刀具厂家致力于为客户提供稳定品质的深孔刀具。

每卓实业供应常规机械夹紧刀片和特制机械夹紧刀片。选用世界上^的生产线和先进的生产工艺,我们可以为客户提供用于车削、铣削、镗孔、切槽、螺纹的成型刀片或半加工刀片。PCD可转位刀片类型:位字母为形状代号,用于表示刀片的形状,包括正方形、正三角形、菱形等。第二位字母为后角代号,表示刀片的后角,第三位字母为等级代号,表示刀片的制造精度等级,A~U不同,A级精度^高,第四位字母为沟、孔代号,表示刀片的表面形状,指断屑槽和安装孔,数字前两位为切削刃长度及内切圆代号,表示切削刃长度和内切圆直径,中间两位为厚度代号,指的是刀片的厚度,后两位表示刀尖圆弧半径代号,一般指数值,在数字代号后的位字母表示主切削刃形状刀具,由断屑槽区分,^的的两位字母为补充代号,主要指适用的材料及使用工艺特性。PCD可转位刀片的优点可转位刀具与釺焊式和其他机械夹固式的刀具相比有如下优点:①避免了硬质合金釺焊时容易产生裂纹的缺点;②可转位刀片适合用气相沉积法在硬质合金刀片表面沉积薄层更硬的材料(碳化钛、氮化钛和氧化铝),以提高切削性能;③换刀时间较短;④由于可转位刀片是标准化和集中生产的,刀片几何参数易于一致,切屑控制稳定。
干式切削PCBN刀具和PCD刀具一般都建议干式切削。目前国内外已经大规模投入使用CBN刀具和PCD刀具,这还得益于高速数控机床近20年来的快速发展,尤其是在汽车工业中,CBN刀具和PCD刀具已占据刀具市场份额的30%以上。CBN刀具和PCD刀具以其高硬度、高耐磨性、良好的导热性、低摩擦系统等优异的性能,非常适合汽车工业数控自动加工流水线上使用。PCBN刀具和PCD刀具的发展趋势汽车工业是重要的国民经济支柱之一,也是PCBN刀具和PCD刀具比较好的应用领域,淬火后的齿轮、轴承、汽车轮毂轴承单元、气缸套、球笼万向节、各种轴类零件、同步器齿毂、耐磨环等,铝合金发动机缸体、缸套、活塞、轮毂、变速箱等,都要用到CBN刀具和PCD刀具,而且配合高速数控机床使用,加工时间能**缩短,提高加工效率。PCBN刀具和PCD刀具是较理想的切削刀具材料,是刀具材料的发展方向,因硬质合金材料不可再生、渐渐匮乏,所以CBN刀具和PCD刀具材料会在更多领域实现替代。致力于为客户提供稳定品质的PCD刀具。
刀具涂层:为了提高硬质合金刀具的耐磨性和切削性能,通常会对刀具进行涂层处理。常见的涂层材料包括氮化钛、氮化铝、碳化钛等。涂层可以提供更好的刀具表面硬度和润滑性,延长刀具的使用寿命。刀具磨砺:经过涂层处理的刀具需要进行磨砺,以获得更加锋利的切削刃。磨砺过程中,使用**的磨石或磨具对刀具进行磨削和抛光,以达到精确的刀具尺寸和形状。刀具检验:对制作完成的硬质合金刀具进行质量检验,包括外观检查、尺寸测量、硬度测试等。确保刀具符合设计要求和使用标准。以上是硬质合金刀具的一般制作工艺流程,不同类型的硬质合金刀具可能会有一些特殊的制作工艺步骤。制作硬质合金刀具需要高精度的设备和工艺控制,以确保刀具的质量和性能。同时,制作过程中需要注意安全措施,以防止粉尘和高温对人体造成伤害。 致力于为客户提供稳定品质的数控机床加工用铣刀刀具。安徽数控刀具供应商
细粒度(1-10 微米)PCD 复合片耐磨性能较差,但制作的刀具可实现相对低的工件表面粗糙度。安徽数控刀具供应商
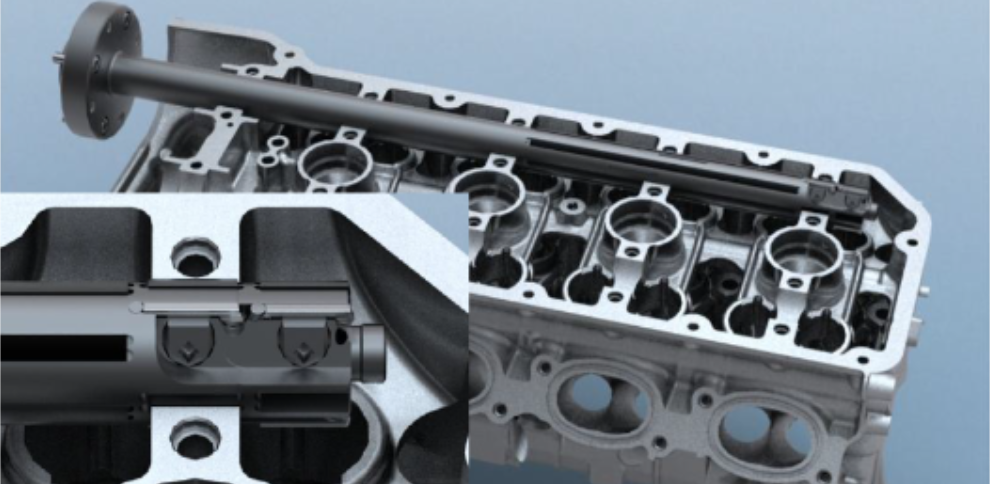
PCBN制成的刀具**适应于硬零件的切削加工。实际上,被加工零件硬度的下限是45HRC。如果用PCBN刀具加工硬度低于45HRC的零件,就将产生刀痕。在粗加工中,用整体PCBN刀具切削加下的比较大切削深度,在4.76~6.4mm的范围内变化加工白铁和其它硬的高铬铁比较大切削深度约为4.76mm,加工非合金的纯铸铁比较大切削深度为6.4mm,精加工的切削速度范围从加工高铬铁的107~122m/min到加工灰铸铁的高达2134m/min内变化。一切用PCBN刀具的加工,都要求使用刚性非常好的工具、夹具、主轴和机床。恰当的PCBN刀具精加工切削速度随着工件材料、材料高度以及零件的尺寸和形状的不同而***变化。例如,你可以在加工洛氏硬度60~62HRC的硬化钢时,以0.51mm的切削深度达到183m/min的切削速度;进给量为0.05~O.1mm/r可以加工出较低的表面粗糙度;材料越硬要求的切削速度越高。但是,切削速度大于约198m/min时,将导致过度磨损。加工普通铸铁可以用非常高的切削速度。刀尖形PCBN刀具无论是用于粗加下还是精加工都是既经济又可靠的。但是在有此场合要求使用整体刀具和全断面形刀具。粗镗带有铸造毛刺的气缸衬里的中间部位,就是一个典型的例子。安徽数控刀具供应商
上一篇: 广东同步齿轮刀具
下一篇: 成型组合铣刀非标刀具供应商