湖南化工三通厂商
不锈钢管件的切割工艺是怎么样的呢?这是许多人都还比较关注的一个问题,那么不锈钢管件的切割工艺如何呢?1、线切割使用线切割快走丝,能够满足切口质量要求:切口平整、无毛刺、精度较高。但是要注意管端线切割后会变颜色,需要打磨抛光处理。而且切割速度慢,切割过程中需要用到的乳化油令到管件表面带有油粘性,不易清洁。适合生产量批量小的使用。2、砂轮片切割用普通的砂轮切割机切割后留有毛边和挂口飞边,精度不高,需配合使用全自动不锈钢管端毛刺清理机使用,能达到非常好的使用效果。成本低廉,但砂轮片损耗有点大,适合量批量小的时候使用。3、车床切割车床针对切割非常薄壁的不锈钢管(壁厚0.3~0.4mm),推荐使用质优的白钢或锋钢刀具,购买成本较高,但是耐用,切面很平整。这种作业方式自动化程度低,劳动强度大。经过自动化改装车床切割的效率很大提高,然而标准六米长的钢管的高速旋转问题,经常会损坏薄壁钢管。4、滚刀无屑切割自动滚刀切管机只有圆周的刃口,没有锯齿。一边转动一边向里进给,切口平整光滑,无铁屑,没有毛刺,内壁略微收口。加上特殊工装,收口现象能极大改观,设备造价低,切割薄壁不锈钢管时偶会产生撕裂现象,令管口会严重变形。四通定制,就选温州永顺管件,让您满意,欢迎新老客户来电!湖南化工三通厂商

不锈钢管件弯头维护保养注意事项:1、长期储放的不锈钢管件弯头,需作按期检查,经常对外露的加工外表须保持干净,清理污垢,整洁地储放在室内透风干燥的地方,禁止堆置或露天储放。经常保持不锈钢管件弯头的干燥和透风,保持器的清洁和整洁,根据准确的储放方法储放。2、不锈钢管件弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,免得密封面受冲蚀,加快磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至上具置扭紧,就可以阻止物质从填充料处泄漏。新疆管件三通规格温州永顺管件专注20年不锈钢管道配件,四通定制服务值得放心。

磁石能基本区别两类不锈钢。因为铬不锈钢在任何状态下均能被磁石吸引;铬镍不锈钢在退火状态下一般是无磁性的,在冷加工后,有的会有磁性的。但含锰较高的高锰钢是无磁性的;铬镍氮不锈钢的磁性情况更为复杂:有的无磁性,有的有磁性,有的纵面无磁性而横面有磁性。因此说,磁石虽能基本区别铬不锈钢和铬镍不锈钢,但不能正确区分一些特殊性质的钢种,更不能区分具体的钢号。将钢材上的氧化层除去,放上一滴水,用硫酸铜擦,擦后如不变色,一般为不锈钢;如变紫红色,无磁性的为高锰钢,有磁性的一般为普通钢或低合金钢、各种规格。
不锈钢管件的性能状况不锈钢管件或法兰、工艺设计和成分控制可以使不锈钢管件的性能非常优越。那么,在设计不锈钢管件或编工艺时,我们为什么要如此认真呢?不锈钢管件是支架上很主要的大载荷主承力构件。就不锈钢管件结构设计与优化,不锈钢管件的制备技术、轴压性能的理论设计和实验分析等进行了研究。强度设计一直是不锈钢管件结构设计的难点和热点。不论是角度铺层的不锈钢管件还是轴向/环向正交铺层管件,适当含量的环向层都能够显著提高管件的轴压强度。把20%的角度铺层(轴向铺层)改为环向铺层以后,缠绕角为20°的不锈钢管件的轴压强度提高了一倍左右,正交铺层不锈钢管件的轴压强度也提高了10%以上。通过有限元模型对应用于可重复使用运载器验证机X-33和AtlasV型运载火箭上复合材料推力支架的承载性能进行了分析,指出X-33型推力支架的结构形式的综合承载能力较好,适用于比较复杂的载荷条件,而AtlasV型推力支架结构形式的压缩承载能力较好,适用于以大推力为主的载荷条件。四通定制,就选温州永顺管件,用户的信赖之选,有需要可以联系我司哦!
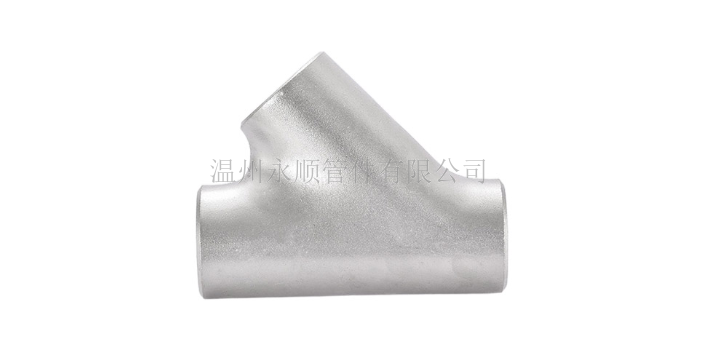
不锈钢三通为管件、管道连接件。用在主管道要分支管处。不锈钢三通有等径和异径之分,等径三通的接管端部均为相同的尺寸;异径的三通的主管接管尺寸相同,而支管的接管尺寸小于主管的接管尺寸。不锈钢三通是用于管道分支处的一种管件。对于采用无缝管制造三通来讲,通常所采用的工艺有液压胀形和热压成形两种。不锈钢三通的液压胀形是通过金属材料的轴向补偿胀出支管的一种成形工艺。其过程是采用专门液压机,将与三通直径相等的管坯内注入液体,通过液压机的两个水平侧缸同步对中运动挤压管坯,管坯受挤压后体积变小,管坯内的液体随管坯体积变小而压力升高,当达到不锈钢三通支管胀出所需要的压力时,金属材料在侧缸和管坯内液体压力的双重作用下沿模具内腔流动而胀出支管。温州永顺管件专注20年不锈钢管道配件,是一家专业提供四通定制的公司。浙江电站三通价格
温州永顺管件专注20年不锈钢管道配件,是一家专业提供三通定制的公司,欢迎新老客户来电!湖南化工三通厂商
不锈钢接头除了不锈钢弯头以外还包括:不锈钢三通、不锈钢四通、不锈钢大小头、(同心)偏心异径管等都在管道安装中有很重要的承接作用;1、不锈钢管件加工加工硬化严重:切削时加工硬化倾向大,刀具在加工硬化区域内切削,使刀具寿命缩短。2、切削力大,切削温度高:该类型材料强度大,切削时切向应力大、塑性变形大,因而切削力大。此外材料导热性非常差,且高温往往集中在刀具刃口附近的狭长区域内,从而加快了刀具的磨损。3、不锈钢管件加工容易粘刀:无论是任何不锈钢均存在加工时切屑强韧、切削温度很高的特点。当强韧的切屑流经前刀面时,会使刀具磨损加快。4、刀具磨损加快,材料一般含高熔点元素、塑性大,切削温度高,使刀具磨损加快,磨刀、换刀频繁,从而影响了生产效率,提高了刀具使用成本。湖南化工三通厂商