整体合金螺伞刀具齿轮刀具厂家
加工外啮合直齿、斜齿圆柱齿轮和鼓形齿、小锥度齿齿轮使用大型数控滚齿机进行加工。大型数控滚齿机的**刀具是齿轮滚刀,每把滚刀可以加工模数相同而齿数不等的各种大小不同的直齿或斜齿渐开线外圆柱齿轮。适合成批大量生产的汽车、摩托车、拖拉机和机床等行业使用。大型数控滚齿机在工作过程中必须有以下几个运动,才能够完成齿轮件加工的一系列工序:1.即滚刀的切削也被称作为旋转运动,由变速齿轮的传动比决定其切削速度。2.分齿工作即工件的旋转运动。在滚齿时,齿轮与齿条的啮合关系需要由其运行操作的速度和滚刀的旋转速度保持。然而由于刀齿排列在一条螺旋线上,刀齿的方向与轴线并不垂直。所以,必须把大型数控滚齿机的刀架扳转一个角度使之与齿轮的齿向协调。其关系由分齿挂轮的传动比来实现。对于单线滚刀,当刀具每转一转时,齿坯需转过一个齿的分度角度,即1/z转(z为被加工齿轮的齿数)。3.滚刀沿工件轴线自上而下的垂直进给运动,这种运行方式是为了保证大型数控滚齿机切出整个齿宽,由进给挂轮的传动比再通过与滚刀架相连接的丝杆螺母来实现。滚切直齿轮时,扳转的角度就是刀具的螺旋升角。插削内齿轮时,许多问题都和内齿轮与插齿刀的齿数差有关。整体合金螺伞刀具齿轮刀具厂家
齿轮刀具
汽车齿轮加工机床可分为圆柱齿轮和锥齿轮加工机床两大类,具有不同的精度水平和适用范围。圆柱齿轮加工机床按工艺方式可分为滚齿、插齿、剃齿、珩齿、磨齿、挤齿、倒角机床等;锥齿轮加工机床按工艺方式可分为铣齿、刨齿、拉齿、磨齿、研齿、倒角、滚动检验、淬火机床等。中国齿轮加工机床已基本形成了较完整的系列,已开发出技术含量具有国际水准的螺旋锥齿轮六轴数控磨床,但齿轮机床总体制造水平在精度、寿命、稳定性、数控技术应用等方面与欧美相比存在较大差距。齿轮加工具有**且复杂的刀具系统,需要根据不同的齿轮产品和加工方式选择和设计不同的刀具。如用于圆柱齿轮加工的滚刀、剃齿刀、插齿刀,用于直齿锥齿轮的圆拉刀,用于螺旋锥齿轮加工的各种铣齿刀具。因此,齿轮刀具的刃磨一般需要由专门的机床来完成,如滚刀铲磨机床、多功能剃齿刀磨床、螺旋锥齿轮刀具磨床等。南京齿轮拉刀齿轮刀具定制齿轮刀具·齿轮拉刀常用高速钢整体制造,也可做成组合式。

展成齿轮刀具 用展成齿轮刀具加工齿轮时,被加工齿轮与刀具按要求的传动速比各自滚动,由各相邻的刀具齿形接连包络成齿轮的齿形。这类刀具常用的有齿轮滚刀、插齿刀、梳齿刀和剃齿刀等,用于加工各种内、外啮合的直齿和斜齿的渐开线齿轮、非渐开线齿形的圆弧齿轮和摆线齿轮等。展成齿轮刀具在加工渐开线齿轮时通用性较成形齿轮刀具好,例如可用同一刀具加工模数和压力角相同而齿数不同的渐开线齿轮,也可用规范的齿轮滚刀加工不同变位系数的变位齿轮。此外,展成齿轮刀具的加工精度和生产率也较高,因此在生产中应用很广。
一般用于硬齿面加工用的硬质合金插齿刀都呈顶刃负前角形式,使得两边切削刃取得相应的负刃倾角,插齿进程便具有斜角切削特性。经过增大负切深剖面前角的办法进步插齿刀刀尖与侧刃的抗崩刃能力以及耐磨性。而这一切削特性不只适合于硬齿面滚齿加工,在硬齿面插齿加工中同样适用。为了在坚持硬质合金插齿刀齿形精度的基础上进步其切削性能,顶刃前角一般选用-5°为宜。[1] 硬质合金插齿刀的齿旁边面为渐开螺旋面,而这个螺旋面*在其截断面中才会有渐开线齿形。然而当硬质合金插齿刀作出前角与后角后,切削刃就偏离了截断面,其形状与理论渐开线是存在一定误差的,并且这一误差难以直接丈量。因此这也就难以在磨齿进程中对切削刃的形状进行进一步批改,而需要对硬质合金插齿刀的齿形角进行批改。业界有一句话说得非常正确:做齿轮刀具的,必须要比做齿轮的和做齿轮机床的都更懂齿轮。
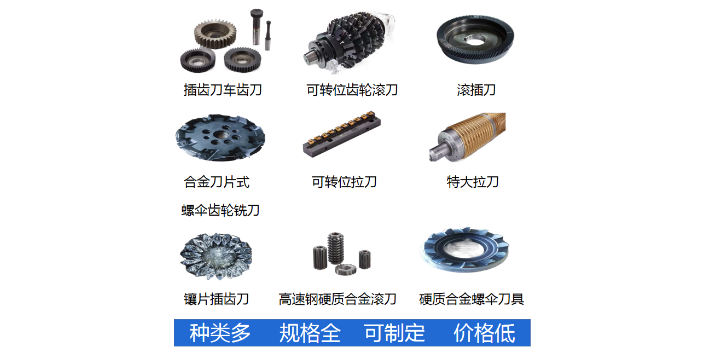
精密齿轮看着恰似只有一点点,其实也是重要的。由于齿轮虽然小,但也是许多机械设备需求运用到的零件。精密齿轮加工的刀具都有这些。1、齿轮插刀:这是一种像是是有刀刃意义昂的外齿轮。由于齿轮要高出一些,所以称为齿轮插刀。在切割的时候,轮胚和道具是根据必定的传动比作出啮合运动的。并且刀具的是沿着轴线的上下而不断的运动切割出齿宽。2、齿条插刀:齿条插刀是一种和规范的齿条的齿形相同,只不过齿轮要高出一部分,并且高出的部分齿顶是圆弧相同的齿概括。3、齿轮刀具齿轮滚刀:外形十分的像螺旋,但是剖面却是一个齿条的刀具。在运用这个刀具的时候,为了可以切出平行和齿坯轴线的直齿,要将刀具的轴线滚动下一个螺旋的升角才可以完成。齿轮刀具之盘形插齿刀主要用于加工内、外啮合的直齿、斜齿和人字齿轮。湖北滚刀杆齿轮刀具
齿轮刀具是用于加工各种齿轮齿形的刀具。整体合金螺伞刀具齿轮刀具厂家
规范插齿刀的精度按国际规范分为AA级、A级和B级3种,在一般条件下别离用于加工6、7和8级精度的齿轮。为加工需要再剃齿或磨齿的齿轮,要别离使用剃前或磨前插齿刀,使齿轮齿面留有一定的加工余量,因此这些插齿刀的齿形需要专门规划。在加工外啮合和内啮合的斜齿轮和人字齿轮时,需要用斜齿插齿刀。加工一对外啮合的斜齿圆柱齿轮时,需要用两把斜齿插齿刀,其旋向与被加工齿轮相反;加工一对内啮合的斜齿圆柱齿轮时,加工内齿斜齿轮的刀具与齿轮的旋向相同。斜齿插齿刀因为刀齿歪斜,两边刃的前角相差很大,一侧为正前角,另一侧为负前角,为了改进插齿刀的工作条件,需要选用特别的刃磨。的工作原理与插齿刀相仿,它可被看作是插齿刀齿数为无量多时的一个特例,有直齿和斜齿两种。梳齿刀形状简单,制造方便,用于加工外啮合直齿、斜齿与人字齿轮,特别适用于加工较大模数的齿轮。一般插齿刀均用高速钢制造,硬质合金插齿刀还处于试验研讨阶段。整体合金螺伞刀具齿轮刀具厂家
上一篇: 浙江液压螺母非标刀具
下一篇: 河南可转位螺纹铣刀非标刀具