上海镶片式滚刀非标刀具
机械加工中所需要的各类刀具都有相关的型号、规格,确定了刀具的安装方式、几何尺寸、刀具角度等。但在生产有些特殊零件时,机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,通用的刀具不能满足产品的需要。需定做安装方式、几何尺寸、刀具角度等不同于通用刀具的即为非标刀具,非标刀具是根据零件的加工特性,特别设计制造的刀具,能提高生产效率,综合降低成本。2因此,非标刀具的制作对机械切削加工十分重要。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到一些工件的表面几何形状复杂特殊、工件进行过热处理而硬度增大、工件为不锈钢等容易粘刀、被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计。3非标刀具可分为不需要专门订制和需要专门订制两大类。不需要专门订制的刀具主要是解决两个问题,如尺寸问题和表面粗糙度问题。如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度。机械加工中所需要的各类非标刀具都有相关的型号、规格,确定了刀具的安装方式、几何尺寸、刀具角度等。上海镶片式滚刀非标刀具

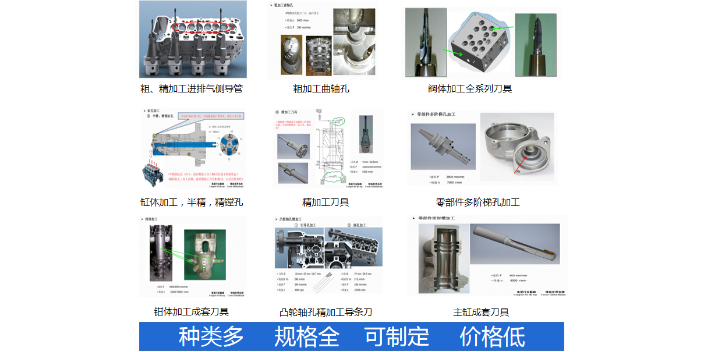
非标刀具在生活中的运用非常多,其实,非标刀具的种类很多,下面,我们就跟随非标刀具厂家一起来了解一下非标刀具的四大种类吧!1、非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、整体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的材料也有一定的要求的。随着世界工业的发展,非标刀具的应用日益。虽然在全球的金属切削刀具家族里,标准刀具的数量无疑占有的优势,但是随着机加工行业被号称为“提效率,降成本”的指挥棒敲脑袋以来,非标刀具的地位已被大幅提高。钛浩机械是以回转前列、丝杠、轴加工、数控车床加工、刀柄刀杆、夹头接杆为公司的主打产品!刀具行业转变经济发展方式的着力点应放在向制造业**市场进军,淘汰高耗低效标准刀具的过剩产能,大力发展制造业急需的现代高效非标刀具,以少的资源消耗。徐州导条式镗铰刀非标刀具供应商在选择非标刀具时,需要选择精度高、稳定性好的产品。
非标刀具订制工件的结构有整体式、焊接式和机械夹持式三种。整体结构是在刀体上制作切削刃;焊接结构是将刀片钎焊在钢刀体上。机械夹持结构有两种,一种是将刀片夹持在刀体上,另一种是将钻头夹持在刀体上。硬质合金非标刀具一般采用焊接结构或机械夹紧结构;非标瓷具采用机械夹紧结构。各种非标刀具定制的结构由夹紧部分和工作部分组成。整个结构的非标刀具的夹紧部分和工作部分都制作在刀体上;刀片结构的非标刀具的工作部分(齿或刀片)安装在刀体上。非标刀具订制的工作部分是产生和处理切屑的部分,包括切削刃、切屑或滚切切屑的结构、排屑或储存切屑的空间、切削液的通道。一些非标准刀具的工作部分是切削部分,如车刀、刨刀、镗刀和铣刀。一些非标工具的工作零件包括切削零件和校准零件,如钻头、铰刀、铰刀等。内表面拉刀和丝锥等切削部分的作用是***切削刃上的切屑,校准部分的作用是抛光加工表面和引导非标准刀具。为非标刀具订制的夹紧件有两种:带孔和带柄。内孔机床的主轴或主轴上带有孔,通过轴向键或面键传递扭矩的非标刀具,如圆柱铣刀、套筒面铣刀等。刀柄标准刀具通常包括矩形柄、圆柱柄和锥形柄。车刀、刨刀等通常为矩形柄;锥柄承受轴向推力。
非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、整体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的材料也有一定的要求的。非标刀具有很多,例如合金铣刀、合金钻头、合金铰刀等。

当需求加工更加杂乱的零件时,零件的各种特征要求选用专门的非标刀具解决方案。这一点相同适用于加工简洁的零件,由于非标解决方案能够消除所遇到的生产瓶颈。把非标刀具作为比较好解决方案的场合很多,包含绝大部分的加工规模、材料和行业类型,其多的是能大部分非标刀具的组合式刀具解决方案。这些解决方案通常是以例如标准刀片、刀卡、刀具接口、钻槽、防振体系或刀座夹紧装置的各种组合为根底。具有独特性能的朴实非标刀具占非标刀具总数近四分之一,而相似标准刀具的非标刀具占四分之三。面对日益增多的难加工材料,刀具行业必须改进刀具材料研发新的刀具材料和更合理的非标刀具。徐州制动钳刀具非标刀具厂家
被加工工件有特殊的容屑和排屑要求,这时就应该选用较少的齿数和较深的容屑槽。上海镶片式滚刀非标刀具
非标刀具的注意事项有一下几种:1、进行过热处理,强度和硬度较高,一般的刀具材料无法进行切削加工,或者粘刀的厉害,这是,就需对刀具的材料提出特殊要求。一般的解决方法是选用***的刀具材料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件材料,用质量的硬质合金材料刀具可以加工高硬质的材料,甚至可以以铣代磨。2、非标刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用常规刀具的加工中,往往不会造成很大的损害,因为刀具断了可以更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生弯曲、变形,或者是局部的应力集中,这就应该在设计时就注意避免容易发生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶设计等。4、如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度,这方面的东西非常复杂,需对加工现场分析后才能得出结论。5、非标刀具尺寸相差不能太大,一般不要超过2mm,因为尺寸相差太大的话,会引起刀具的槽形发生变化。上海镶片式滚刀非标刀具
上一篇: 湖北锥孔钻非标刀具供应商
下一篇: 非标燕尾槽铣刀非标刀具供应商