组合非标刀具供应商
机械加工进程中经常会遇到一些难以用规范刀具进行加工的状况,因而,非标刀具的制刁难机械切削加工十分重要。因为金属切削使用非标刀具多见于铣加工,故对铣加工中非标刀具的制作稍作介绍。因为规范刀具的制作针对的是面广量大的一般金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等十分容易粘刀,也有一些工件的表面几何形状十分复杂,或被加工表面有较高的粗糙度要求等状况时,规范刀具就无法满意加工的需求。所以在加工进程中,需对刀具的质料、刀口的几何形状,几何角度等,进行针对性的规划,可分为不需求专门订制和需求专门订制两大类。不需求专门订制的刀具主要是处理两个问题,如尺度问题和表面粗糙度问题。非标台阶钻,一个或者几个台阶一次性完成钻头,扩宽,倒角等。组合非标刀具供应商

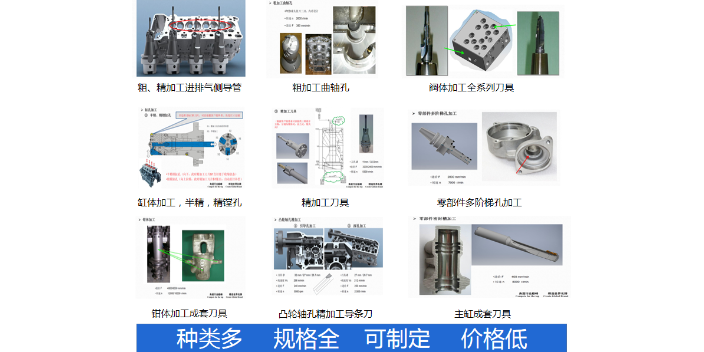
机械加工中所需要的各类刀具都有相关的型号、规格,确定了刀具的安装方式、几何尺寸、刀具角度等。但在生产有些特殊零件时,机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,通用的刀具不能满足产品的需要。需定做安装方式、几何尺寸、刀具角度等不同于通用刀具的即为非标刀具,非标刀具是根据零件的加工特性,特别设计制造的刀具,能提高生产效率,综合降低成本。2因此,非标刀具的制作对机械切削加工十分重要。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到一些工件的表面几何形状复杂特殊、工件进行过热处理而硬度增大、工件为不锈钢等容易粘刀、被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计。3非标刀具可分为不需要专门订制和需要专门订制两大类。不需要专门订制的刀具主要是解决两个问题,如尺寸问题和表面粗糙度问题。如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度。玉米铣刀非标刀具供应商汽车零部件非标刀具转向节主孔加工组合刀具。
但情况在发生变化——机加工行业被为“提效率、降成本”的指挥棒敲脑袋以来,非标刀具的地位已被大幅提高。非标刀具常常是提高加工精度、减少加工工序、降低产品废品率的苦口良药。说其苦口,是因为非标刀具的成本与标准刀具相比相对较高,供货期也要长得多。对用户来说,单支刀具的价格较高,库存也相应增加,心里总有顾虑。但是,制造综合成本却能较大幅度降低,这就是良药。所以,非标刀具越来越受重视和欢迎。在阿诺公司摆满零件样品的项目设计室里,经验丰富的刀具工程师们常常用设计多级阶梯钻头或成形铣刀等非标刀具的手段,把零件在加工中心的加工时间(节拍)控制在用户的希望值内。
非标刀具是一种特殊的刀具种类,可以满足工件的表面几何形状十分复杂或被加工表面有较高的粗糙度要求等情况时的加工要求,为了在达到零件图纸要求的前提下,提高加工效率,一次成型,这时非标的成型刀具就是*****。非标刀具的种类有很多,但是大致可以分为四大类,具体如下:1、非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、整体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标**钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。汽车零部件非标刀具排气管根部组合铣刀。

在选用砂轮杆时,需要考虑以下几个要点:5.1强度和刚性:砂轮杆需要具备足够的强度和刚性,以承受磨削过程中产生的载荷和冲击。强度和刚性不足的砂轮杆会导致砂轮变形,影响磨削加工的精度和质量。5.2连接方式:选择合适的连接方式,确保砂轮杆能够牢固地连接在磨床主轴上,并能够方便地进行安装和调整。5.3杆体表面处理:砂轮杆的表面经过适当的处理,如热处理、镀铬等,可以提高其耐磨性和抗腐蚀性,延长使用寿命。5.4适用性:根据具体的磨削加工要求,选择合适的砂轮杆类型和规格,以确保砂轮杆能够适应不同的工艺需求。总结:磨床砂轮杆在磨削加工中具有重要的地位,它的质量和性能直接影响磨削加工的效率和精度。通过本文的介绍,我们了解了砂轮杆的定义、主要功能、分类、制造材料和选用要点等方面的知识。在实际应用中,根据具体的工艺要求选择合适的砂轮杆,将有助于提高磨削加工的效果和质量。非标刀具在机加工行业“提效率、降成本”中扮演举足轻重的角色。山东非标铣刀盘非标刀具
非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。组合非标刀具供应商
液压刀柄是一种使用很***的刀柄此种刀柄的夹持方式有别于传统刀柄体系,拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制膨胀套,胀大壁再将刀具夹紧。选用这一刀具夹紧体系,可使体系径向跳动过失精度和重复定位精度控制在3μm以下。由于刀柄内存在有高压油液压力,当刀具被夹紧时,内藏的油腔结构及高压油的存在**地增加了断构阻尼,可有用避免刀具和机床主轴的振荡。实践使用表明,运用这种夹紧体系不只可以前进加工精度和质量,而且还能使刀具在切削加工中的运用寿命得到成倍前进。此外,这类刀柄不但具有免保护功能和抗污才干,而且易于运用和安全地夹紧刀具。由于,在紧固刀具时,夹紧压力可以将刀柄上的任何油或杂质导引到胀大套筒中(加工)的小沟槽中,这样就可以整理装夹用表面区域,并让其坚持单调,消除打滑现象,保证主轴的扭矩可以很好地传递给刀具。组合非标刀具供应商
上一篇: 上海齿轮滚刀杆齿轮刀具厂家
下一篇: 湖北非标刀具