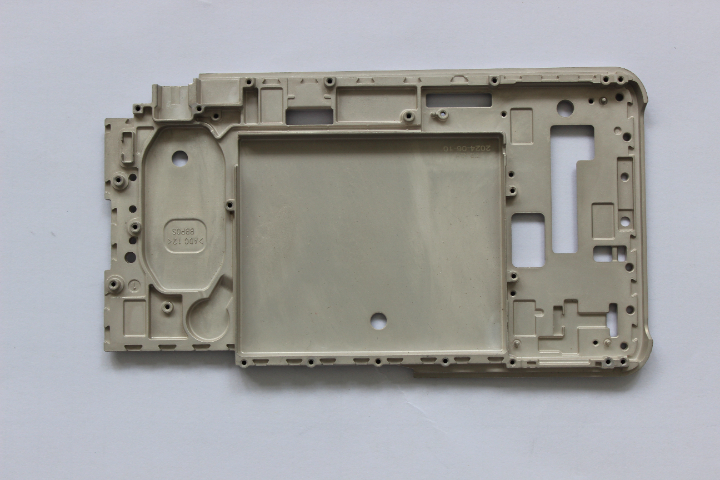
武汉LED灯体精密压铸件
高压填充是压铸工艺的关键环节。在关闭模具后,熔融金属在高压作用下迅速注入模具内腔。这一过程中,熔融金属的压力通常在10到175兆帕之间,保证了铸件的密实度和精度。快速填充模具不只避免了金属凝固前的任何部分凝固,还能确保薄壁部分也能得到充分的填充,避免了表面不连续性的产生。然而,这也带来了空气滞留的问题,需要通过排气口的设计来减少。在落砂完成后,精密压铸需要经过严格的缺陷检查。常见的缺陷包括滞流(浇不满)和冷疤,这些可能是由于模具或熔融金属温度不足、金属混有杂质、通气口太少或润滑剂过多等原因造成的。此外,气孔、缩孔、热裂和流痕等也是常见的精密压铸缺陷。流痕是由浇口缺陷、锋利的转角或过多的润滑剂遗留在铸件表面而形成的。及时发现和处理这些缺陷,对于保证精密压铸的质量至关重要。精密压铸,展现卓著工艺水平。武汉LED灯体精密压铸件
在压铸工艺中,水基润滑剂因其独特的优势而被普遍应用。首先,水基润滑剂不会对铸件产生有害的副产物,这保证了精密压铸的质量和安全性。其次,水基润滑剂在冷却模具表面的同时,还有助于铸件的顺利脱模。此外,水基润滑剂还具有良好的环保性能,符合现代工业对于绿色生产的要求。因此,水基润滑剂在压铸工艺中发挥着不可替代的作用。水基润滑剂主要分为水掺油、油掺水、半合成以及合成四种类型。其中,水掺油的润滑剂因其出色的性能而备受青睐。在选择水基润滑剂时,需要考虑其粘度、热学性能以及添加剂的种类和含量等因素。不同的压铸工艺和铸件材料对润滑剂的要求也不同,因此需要根据实际情况进行选择。北京手机配件精密压铸工艺精益求精,铸就压铸传奇。

压铸工艺的不断创新也推动了精密压铸的应用范围的扩大。例如,无孔压铸工艺和直接注射工艺等改进型压铸技术能够减少铸造缺陷并增加成品率。这些技术的应用使得精密压铸在制造高精度、高质量产品方面具有更大的优势。此外,随着新材料的不断涌现和制造技术的不断进步,精密压铸的应用领域也将不断拓展。精密压铸的质量直接影响到产品的性能和寿命。因此,在精密压铸的生产过程中需要严格控制各个环节的质量。首先,需要选用高质量的原材料和模具材料,确保精密压铸的质量和性能。其次,需要制定合理的生产工艺参数和操作规程,确保压铸过程的稳定性和可控性。此外,还需要对精密压铸进行严格的检测和质量控制,确保每件产品都符合标准要求。
精密压铸作为一种重要的工业零部件,在现代工业中发挥着越来越重要的作用。随着科技的不断进步和市场的不断变化,精密压铸的应用领域将会更加普遍,其发展前景也将更加广阔。未来,精密压铸制造企业需要不断创新和改进技术,提高产品的质量和性能以满足市场需求。同时,企业还需要加强与国际市场的合作与交流,推动压铸技术的国际化发展。当熔融金属完全填充模具后,压力会继续保持直到铸件完全凝固。随后,推杆将铸件从模具中推出。由于一个模具内可能有多个模腔,因此每次压铸可能产生多个铸件。这一过程中,确保铸件完整无损地推出,是压铸工艺成功的重要一环。压铸工艺精湛,产品精度高。
压铸的优点包括,铸件拥有比较好的尺寸精度。通常这取决于铸造材料,典型的数值为比较初2.5厘米尺寸时误差0.1毫米,每增加1厘米误差增加0.002毫米。相比其它铸造工艺,它的铸件表面光滑,圆角半径大约为1-2.5微米。相对于沙箱或者长久模铸造法来说可以制造壁厚大约0.75毫米的铸件。它可以直接铸造内部结构,比如丝套、加热元件、高的强度承载面。其它一些优点包括它能够减少或避免二次机械加工,生产速度快、铸件抗拉强度可达415兆帕、可以铸造高流动性的金属。压铸技术,精湛而细致。南京手机中板精密压铸模具厂
精密压铸,诠释品质生活。武汉LED灯体精密压铸件
压铸模具由覆盖部分和活动部分组成,它们之间的结合线被称为分型线。覆盖部分通常配备有浇口或注射口,而活动部分则包含推杆和流道。这种设计确保了熔融金属能够顺利进入模具,并在冷却后形成精确的铸件。模具的每一部分都经过精密加工,以确保铸件的尺寸精度和表面质量。模腔镶块是压铸模具中的独自部件,可以通过螺栓方便地拆卸和安装。这种设计使得模具的维护和更换更加容易,同时也降低了生产成本。模腔镶块的材料选择和加工精度对铸件的质量有重要影响。武汉LED灯体精密压铸件
上一篇: 浙江手机中板铝合金压铸件厂家
下一篇: 江苏通信配件铝合金压铸件