杭州CSTR厌氧反应器装置
厌氧反应器运行监测指标:(1)挥发性脂肪酸VFA<300mg/L,表示运行正常可增加容积负荷。VFA为300-500mg/L,表示运行正常,但不要提高负荷,要等到VFA降到300mg/L以下再提高容积负荷。VFA达到600mg/L,要引起警觉但此时仍可保持进水负荷不变。VFA达到800mg/L,应立即停止进水或减少进水量要等降到300mg/L以下,才能逐步恢复进水。(2)pH值反应器中厌氧消化液的pH值应保持在6.5~7.5的范围内。厌氧出水的pH值应保持在6.8以上。当出水pH<6.5时,应pH值的发展趋势或适当减少进水量;当出水pH<6.2时,要停止进水,等待pH值恢复到6.5以上才能逐步恢复进水量。(3)沼气产量瞬间的沼气产量会有较大变动但每小时的沼气产量大致是平稳的,要经常抽查每小时的沼气产量,沼气产量突然减少时要引起警觉。根据沼气产量可以推算出大致的COD去除率。(4)COD去除率对于不同性质的废水,厌氧COD去除率会有所不同,应使COD去除率保持在正常值±5%的范围。COD去除率降到正常值的10%以下要给予密切关注。(5)污泥沉降体积比选择一个固定的取样口,经常观察污泥沉降体积比,即发酵液中颗粒污泥沉降的体积分数,从污泥沉降体积比的变化情况往往可以直接而简便地了解到颗粒污泥的流失与增长情况厌氧反应器可以降低处理过程中的噪音污染。杭州CSTR厌氧反应器装置
厌氧反应器
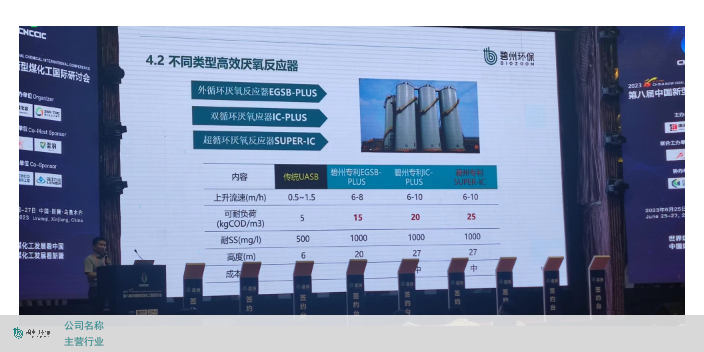
内循环厌氧反应器(IC反应器)的上升流速的控制原因:①进水的上升流速决定了上反应室的上升流速,但上反应室不希望有太大的上升流速。上反应室的上升流速越小,越有利于污泥的沉降与滞留;②进水的上升流速越大,上反应室三相分离器窄缝处的上升流速越大,对污泥回流所造成的干扰越大;③采用较大的上升流速,需要有更大的进水量。如果有机废水COD较高,必然要稀释进水COD,或进行厌氧出水回流,这会浪费水资源,并增加动力消耗。④在IC反应器容积负荷较高的情况下,内循环为下反应室贡献的上升流速,要比进水的上升流速大得多。只要有内循环的存在,进水的上升流速即使只有4m/h,也足以满足IC反应器对上升流速的要求北京高效厌氧反应器原理厌氧反应器具有较高的废物处理效率,可以大幅减少废物的体积。
随着全球环境问题的日益严重,环保已经成为社会关注的焦点。厌氧反应器作为一种高效、环保的废水处理技术,在环保领域发挥着重要作用。通过对厌氧反应器使用寿命的深入研究我们可以看到延长设备寿命对于提高环保处理效率至关重要。企业和研究人员应关注设备的设计制造质量运行环境以及操作维护等方面采取相应的策略和方法延长设备的寿命提高处理效率为环保事业的发展注入新的活力。同时随着科技的不断进步和创新未来厌氧反应器行业将迎来更加广阔的发展空间和市场前景让我们共同期待这一美好的未来!
随着环保意识的日益增强,生物处理废水技术逐渐成为行业关注的焦点。厌氧反应器作为生物处理废水的重要设备,其工作原理和优势逐渐受到人们的关注。本文将深入探讨厌氧反应器的定义、工作原理及其在废水处理领域的应用前景,以期为相关行业提供参考。厌氧反应器是一种专门用于生物处理废水的设备,它利用微生物在缺氧条件下的代谢作用,将有机废物转化为可降解的物质。这种设备通常具有高负荷、低能耗、高去除率等特点,被广泛应用于废水处理领域。厌氧反应器操作简单,易于维护。

厌氧反应器操作注意事项的具体内容有哪些?启动前的准备工作:在启动厌氧反应器之前,要做好充分的准备工作。检查设备各部件是否完好,确保没有泄漏和损坏。同时,要对废水进行预处理,去除其中的悬浮物和杂质,为后续的厌氧处理创造良好条件。启动过程注意事项:在启动过程中,要严格按照操作规程进行。首先启动搅拌系统,使废水在反应器内充分混合。然后逐渐增加有机负荷,观察反应器的运行情况。在启动初期,要密切关注设备的运行参数,如温度、pH值等,确保它们在正常范围内波动。一旦发现异常情况,要及时采取措施进行调整。厌氧反应器可以处理含有高浓度污染物的废物,如工业废水和化学品废弃物。河北流化床厌氧反应器厂家
厌氧反应器可以降低污泥的产生。杭州CSTR厌氧反应器装置
厌氧反应器的设计要求有哪些?确定合适的运行参数:厌氧反应器的运行参数直接影响到废水的处理效果和效率。在设计厌氧反应器时,需要确定合适的运行参数,如温度、pH值、有机负荷等。这些参数需要根据废水的性质和目标处理效果进行合理设置。同时,还需要考虑运行参数的稳定性和可调性,以确保在长期运行过程中能够保持稳定的处理效果。确保安全性:厌氧反应器作为一种生化处理设备,其安全性至关重要。在设计厌氧反应器时,需要充分考虑设备的安全性,包括设备的密封性、防爆性、防腐性等方面。此外,还需要设置必要的安全设施,如报警装置、紧急切断装置等,以防止意外事故的发生。杭州CSTR厌氧反应器装置
上一篇: 上流式厌氧反应器系统
下一篇: 烟台沼气净化脱硫反应器