海口小型立式加工中心
为了确保立式加工中心的正常运行和使用寿命,操作人员需要定期对设备进行维护保养。在维护保养过程中,需要注意以下几点——在进行设备维护保养时,应先关闭设备的电源,并挂上“禁止启动”的警示牌。在进行设备维护保养时,应使用专业工具,严禁使用不合适的工具进行操作。在进行设备维护保养时,应注意防止油、水等液体溅到电气元件上,以免发生电气事故。在进行设备维护保养时,应注意防止刀具、夹具等锐利物品划伤设备表面。在进行设备维护保养时,应注意防止高温、高压等危险因素对人体的伤害。立式加工中心的刀具更换快速方便,可以根据不同的加工要求选择不同类型的刀具。海口小型立式加工中心
立式加工中心的工作原理主要包括以下几个方面——数控编程:首先,根据工件的加工工艺要求,编写相应的数控程序。数控程序是数控机床的工作指令,包括刀具的选择、切削参数的设定、工件坐标系的建立等内容。数控装置处理:数控装置接收到数控程序后,对其进行解析和处理,生成相应的控制信号。这些控制信号包括主轴转速、进给速度、刀具选择等参数。伺服驱动与执行:数控装置将控制信号发送给伺服驱动器,伺服驱动器根据控制信号驱动伺服电机进行运动。伺服电机的运动带动主轴箱、工作台等部件进行相应的运动,实现工件的切削加工。自动换刀:在切削过程中,当刀具磨损或需要更换时,数控系统会根据程序指令控制换刀装置进行刀具更换。换刀装置将磨损或不需要的刀具从刀库中取出,并将新的刀具安装到主轴上,实现刀具的自动更换。山东五轴立式加工中心立式加工中心是一种采用数控技术进行控制的机床。
立式加工中心作为一种高效、高精度的数控机床,具有很强的高速加工能力。在实际应用中,立式加工中心在高速加工方面主要体现在以下几个方面——高速切削:立式加工中心可以通过提高主轴转速和进给速度,实现高速切削。高速切削可以有效减少切削力和切削热,降低表面粗糙度,提高零件的加工质量。同时,高速切削还可以提高切削效率,缩短生产周期,降低生产成本。高速换刀:立式加工中心可以实现快速换刀功能,提高刀具更换的速度和效率。在高速加工过程中,刀具的更换速度对整个生产过程的影响非常大。通过实现高速换刀,可以有效减少刀具更换时间,提高生产效率。
自动换刀系统的主要功能是在加工过程中实现刀具的自动更换,具体包括以下几个方面——自动识别刀具:通过刀具检测装置对刀具进行检测,识别出当前需要使用的刀具。自动抓取刀具:通过换刀机械手抓取当前需要使用的刀具。自动安装刀具:将抓取的刀具安装到主轴上,并进行刀具长度补偿和刀具半径补偿。自动卸除旧刀具:将使用过的刀具从主轴上卸下,并放回刀库中。自动更换刀具:在加工过程中,根据零件的加工工艺要求,自动更换相应的刀具。根据上述分析,立式加工中心的自动换刀系统主要包括刀库、刀盘、刀具检测装置、换刀机械手、气动系统、电气控制系统等部分。这些部分共同实现了立式加工中心的自动换刀功能。因此,可以判断立式加工中心是支持自动换刀功能的。立式加工中心具有高刚性、高精度、高速度、高效率等特点,能够满足各种复杂零件的加工需求。
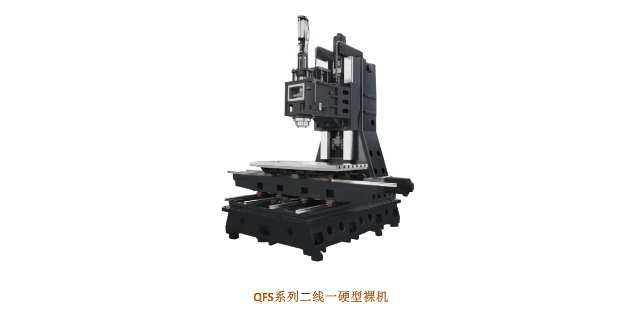
床身是立式加工中心的基础部件,主要用于支撑和固定其他部件。床身的结构形式有整体式和分体式两种。整体式床身是指整个床身为一体式结构,具有较高的刚性和稳定性;分体式床身是指床身分为若干个单独的部分,便于运输和安装。床身的材料通常采用强度高的铸铁或钢板焊接结构,以保证机床的稳定性和刚性。主轴箱是立式加工中心的主要部件,主要用于安装主轴和驱动主轴旋转。主轴箱内部装有主轴电机、主轴轴承、主轴皮带轮等元件。主轴电机是主轴箱的动力来源,通过皮带传动将动力传递给主轴,使主轴产生旋转运动。主轴轴承用于支撑主轴,保证主轴的高速稳定旋转。主轴皮带轮用于调整主轴的转速和扭矩。立式加工中心是一种高精度、高效率的数控机床,主要用于加工各种复杂的零件。上海汽车立式加工中心
立柱是立式加工中心的垂直支撑部件,主要用于支撑主轴箱和刀库。海口小型立式加工中心
立式加工中心主轴速度的选择——主轴速度是指立式加工中心主轴在单位时间内旋转的圈数,通常用每分钟转数(RPM)表示。主轴速度的选择主要取决于以下因素:加工材料的性质:不同的材料具有不同的硬度、韧性和切削性能。一般来说,硬质材料需要较高的主轴速度,而软质材料需要较低的主轴速度。例如,对于铝合金等较软的材料,可以选择较高的主轴速度,如6000-8000 RPM;而对于钢材等较硬的材料,可以选择较低的主轴速度,如2000-4000 RPM。加工精度的要求:加工精度要求越高,主轴速度应越低。因为高速旋转的主轴容易产生振动,影响加工精度。因此,在保证加工质量的前提下,应尽量选择较低的主轴速度。加工表面粗糙度的要求:加工表面粗糙度要求越高,主轴速度应越低。因为高速旋转的主轴容易产生热量,导致工件表面的热变形,影响表面粗糙度。因此,在保证加工质量的前提下,应尽量选择较低的主轴速度。海口小型立式加工中心
上一篇: 河南大尺寸立式加工中心
下一篇: 山西专业立式加工中心