河源国内SPI检测设备服务
在线3D-SPI(3D锡膏检测机)在SMT生产中的作用当今元件PCB的复杂程度,己经超越人眼所能识别的能力。以往依靠人工目测对PCB质量进行检查的方法,大多基于目检人员的经验和数量程度,无法达到依据质量标准进行量化评估。由此,基于机器视觉的自动光学检测系统逐渐的替代了人工目检,并越来越较广的应用于SMT生产线的印刷后、贴片后、焊接后PCB外观检测。为何要对锡膏印刷环节进行外观检测:众所周知,在SMT所有工序中,锡膏印刷工艺所产生的锡膏印刷不良,直接导致了约74%的电路板组装不良,还与13%的电路板组装不良有间接关系。锡膏印刷工艺的好坏,很大程度上决定了SMT工艺的品质.另外,对于PLCC、GBA等焊点隐葳在本体下的元件,以及屏敝盖下元件,使用炉后AOI不能检测,需要使用X-RAY才能有效检测;而对于细小的0201、01005等元件焊接后更是难以维修,所以需要在锡膏印刷环节就使用检测设备对锡膏印刷的质量进行实时的检测和控制。更进一步地说,在锡膏印刷环节发现不良,能有限节约生产费用、提高生产效率。一旦在印刷后的PCB上发现不良,操作员可以立即进行返修。产品不会在继续流入后续工序,不再浪费贴片机和回流焊炉的生产效率,更避免了炉后修理的费用。AOI是对器件贴装展开检测和对焊点展开检测。河源国内SPI检测设备服务

3DSPI(SolderPasteInspection)是指锡膏检测设备,主要的功能就是以检测锡膏印刷的品质,包括体积,面积,高度,XY偏移,形状,桥接等。如何快速准确的检测极微小的焊膏,PARMI3DSPI是使用Laser(中文译为激光三角测量技术)的检测原理。根据研究结果,印刷工艺有着大于74%的可变性,之所以存在这么大的可变性,是因为印刷工艺中包含大量不确定的工艺参数,包括焊膏的种类、配方、环境条件、钢网的类型、厚度、开孔的宽厚比和面积比、印刷机等类型、刮刀、印刷头技术、印刷速度等等。河源国内SPI检测设备服务SPI锡膏检查机的作用和检测原理?
AOI的发展需求集成电路(IC)当然是现今人类工业制造出来结构较为精细的人造物之一,而除了以IC为主的半导体制造业,AOI亦在其他领域有很重要的检测需求。①微型元件或结构的形貌以及关键尺寸量测,典型应用就是集成电路、芯片的制造、封装等,既需要高精度又需要高效率的大量检测②精密零件与制程的精密加工与检测,典型应用就是针对工具机、航空航天器等高精度机械零件进行相关的粗糙度、表面形状等的量测,具有高精度、量测条件多变等特点③生物医学检测应用,典型应用就是各式光学显微镜,结合相关程序编程、AI即可辅助判断相关的生物、医学信息判断。④光学镜头或其他光学元件的像差检测
SPI在SMT行业中指的是锡膏检测设备(Solder Paste Inspection)的英文简称。用于锡膏印刷后检测锡膏的高度、体积、面积、短路和偏移量。其工作原理:锡膏检查机增加了锡膏测厚的雷射装置,所以SPI的工作原理与AOI类似,就是要先取一片拼板目检没有问题后让机器拍照当成标准样品,后面的板子就依照首片板子的影像及资料来作为判断根据,这样会有很多的误判率,所以需要不断的修改其参数,直到误判率降低到一定标准,因此,使用SPI时,需要有工程师维护。3DSPI(SolderPasteInspection)是指锡膏检测设备,主要的功能就是以检测锡膏印刷的品质。
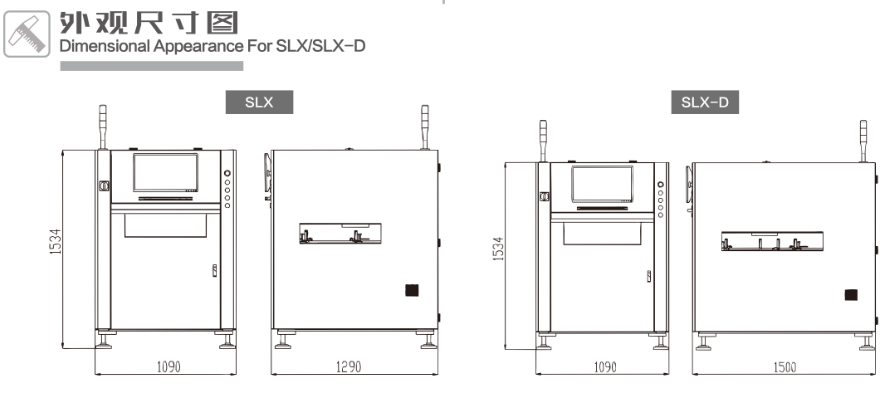
SPI在市面上常见的分为两大类,主要区分为离线式锡膏检查机和在线型锡膏检测机。设备大部分均采用3D图像处理技术,3D锡膏检查机能通过自动X-Y平台的移动及激光扫描SMT贴片锡膏焊点获得每个点的3D数据,同时也可用来测量整个焊盘贴片加工过程中施加锡膏的平均厚度,使SMT贴片加工锡膏印刷过程能够良好受控3DSPH采用程序化设计方式,同种产品一次编程成功,可以无限量扫描,速度较快。而2D锡膏检查设备只是测量锡膏上的某一条线的高度,来依据整个焊盘的锡膏厚度。其工作原理是激光发射器发射出来的激光束照射到PCB、铜和锡膏三个不同平面上,依靠不同平面反射回来的激光亮度值换算出锡膏的相对高度。由于2DSPI是点扫描方式,锡膏拉尖或者锡膏斜面都会导致锡膏厚度的测量结果不准确。2DSPI多采用手动旋钮来调整PCB平台来对正需要测量的锡膏点,速度较慢。SPI是英文SolderPasteInspection的简称,行业内一般人直接称呼为SPI。,SPI的作用和检测原理是什么?汕尾销售SPI检测设备设备
PCBA工艺常见检测设备ATE检测。河源国内SPI检测设备服务
AOI检测误判的定义及存在原困、检测误判的定义及存在原困、检测误判的定义及存在原困误判的三种理解及产生原因可以分为以下几点:1、元件及焊点本来有发生不良的倾向,但处于允收范围。如元件本来发生了偏移,但在允收范围内;此类误判主要是由于阙值设定过严造成的,也可能是其本身介于不良与良品标准之间,AOI与MV(人工目检)确认造成的偏差,此类误判是可以通过调整及与MV协调标准来降低。2、元件及焊点无不良倾向,但由于DFM设计时未考虑AOI的可测性,而造成AOI判定良与否有一定的难度,为保证检出效果,将引入一些误判。如焊盘设计的过窄或过短,AOI进行检测时较难进行很准确的判定,此类情况所造成的误判较难消除,除非改进DFM或放弃此类元件的焊点不良检测。3、由于AOI依靠反射光来进行分析和判定,但有时光会受到一些随机因素的干扰而造成误判。如元件焊端有脏物或焊盘侧的印制线有部分未完全进行涂敷有部分裸露,从而造成搜索不良等。并且检测项目越多,可能造成的误报也会稍多。此类误报属随机误报,无法消除。河源国内SPI检测设备服务
上一篇: 自动化AOI检测设备厂家价格
下一篇: 汕尾精密AOI检测设备设备厂家