济南多轴龙门加工中心
龙门加工中心控制系统采用了高度集成化的设计理念,将数控系统、伺服系统、检测系统等多个子系统高度集成在一个控制器中,实现了各个子系统之间的无缝连接和协同工作。这种高度集成化的设计方案,不仅降低了系统的复杂性,提高了系统的可靠性,而且使得整个控制系统的结构更加紧凑,便于安装和维护。龙门加工中心控制系统采用了先进的硬件平台和软件算法,实现了高速高性能的控制。在硬件方面,控制系统采用了高性能的处理器、大容量的内存和高速的通信接口,确保了系统的实时性和响应速度。在软件方面,控制系统采用了先进的控制算法和优化策略,实现了对加工过程的精确控制和高效调度。这种高速高性能的控制系统,不仅能够满足现代制造业对于高效率、高精度加工的需求,而且能够适应各种复杂加工任务的变化,具有很强的适应性和扩展性。龙门加工中心可以根据工件的尺寸和形状,自动调整工作台的行程和主轴的高度,满足不同工件的加工需求。济南多轴龙门加工中心
龙门加工中心的主轴轴承是关键部件,其性能直接影响到机床的加工精度和寿命。因此,应定期对主轴轴承进行检查和保养。首先,检查轴承的磨损情况,如磨损严重应及时更换。其次,检查轴承的预紧力,如预紧力不足应进行调整。较后,对轴承进行润滑,使用专业的轴承润滑脂,注意润滑脂的质量和添加量。龙门加工中心的导轨是保证机床精度的重要部件。导轨的磨损会导致机床的加工精度下降,因此,应定期对导轨进行检查和保养。首先,检查导轨的磨损情况,如磨损严重应及时更换。其次,对导轨进行清洁,消除切屑、油污等杂物。较后,对导轨进行润滑,使用专业的导轨润滑油,注意润滑油的质量和添加量。昆明多轴龙门加工中心龙门加工中心采用先进的数控系统和伺服控制系统,实现了高精度的位置控制和速度控制。
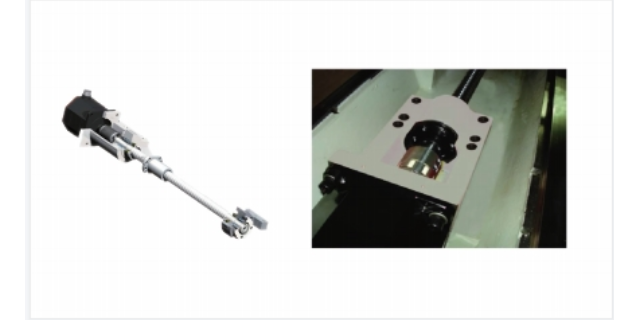
导轨和丝杠是龙门加工中心的重要传动部件,其性能直接影响到加工中心的加工精度和刚性。因此,在选购龙门加工中心时,要选择合适的导轨和丝杠。导轨类型:导轨的类型主要有直线导轨和滑动导轨。直线导轨具有较高的刚性和较低的摩擦系数,适用于高速、高精度的加工;滑动导轨成本较低,适用于中低速、低精度的加工。丝杠类型:丝杠的类型主要有滚珠丝杠和滚柱丝杠。滚珠丝杠具有较高的传动效率和较低的摩擦系数,适用于高速、高精度的加工;滚柱丝杠成本较低,适用于中低速、低精度的加工。
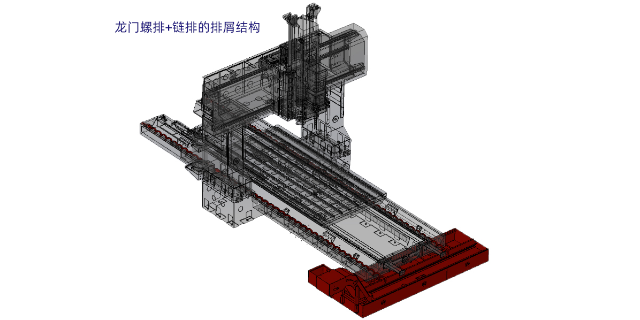
立柱是龙门加工中心的支撑部件,承受着机床的主要重量和切削力。立柱的结构形式有固定式、升降式和倾斜式三种。固定式立柱是将立柱与床身直接连接,无法调整高度,适用于小型龙门加工中心。升降式立柱是通过液压缸或气缸驱动立柱上下移动,可以调整立柱的高度,适用于中型龙门加工中心。倾斜式立柱是将立柱与床身之间设置一个倾斜角度,可以实现刀具在水平面内的倾斜运动,适用于需要加工斜面的工件。横梁是龙门加工中心的横向支撑部件,用于安装主轴箱、刀库等部件。横梁的结构形式有固定式、升降式和倾斜式三种。固定式横梁是将横梁与立柱直接连接,无法调整位置,适用于小型龙门加工中心。升降式横梁是通过液压缸或气缸驱动横梁上下移动,可以调整横梁的位置,适用于中型龙门加工中心。倾斜式横梁是将横梁与立柱之间设置一个倾斜角度,可以实现刀具在垂直面内的倾斜运动,适用于需要加工斜面的工件。龙门加工中心具有自动换刀功能,可以实现快速换刀,减少换刀时间,提高加工效率。
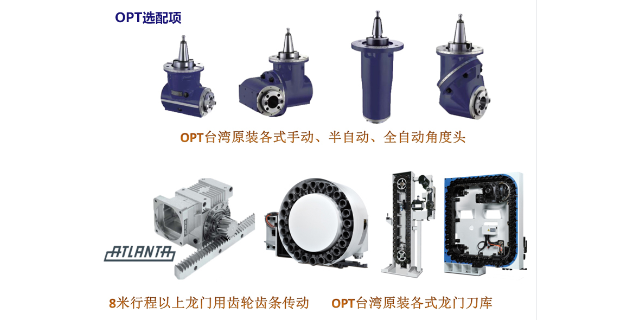
主轴和刀库是龙门加工中心的重要组成部分,其性能直接影响到加工中心的加工效率和刀具更换的便捷性。因此,在选购龙门加工中心时,要选择合适的主轴和刀库。主轴类型:主轴的类型主要有直驱式主轴和皮带式主轴。直驱式主轴具有较高的刚性和较低的热变形,适用于高速、高精度的加工;皮带式主轴成本较低,适用于中低速、低精度的加工。主轴转速:主轴转速越高,加工效率越高。但是,主轴转速过高会导致刀具磨损加快,影响刀具寿命。因此,要根据企业的实际加工需求选择合适的主轴转速。刀库类型:刀库的类型主要有机械式刀库和斗笠式刀库。机械式刀库存放刀具数量较少,换刀时间较长;斗笠式刀库存放刀具数量较多,换刀时间较短。要根据企业的实际刀具使用情况选择合适的刀库类型。龙门加工中心的夹具采用液压夹紧方式,具有较高的夹紧力和稳定性。福建数控龙门加工中心
龙门加工中心控制系统采用了高度集成化的设计理念。济南多轴龙门加工中心
刀具是龙门加工中心实现表面质量控制的关键因素之一。选择合适的刀具可以有效地提高加工效率,降低表面粗糙度。在选择刀具时,要考虑以下几个方面——刀具的材料:刀具材料应具有良好的硬度、耐磨性和抗塑性变形能力。高速钢、硬质合金、陶瓷等材料具有较高的硬度和耐磨性,适用于高速切削和重载切削。刀具的几何参数:刀具的几何参数包括前角、后角、主偏角、副偏角等。合理的刀具几何参数可以提高切削效率,降低表面粗糙度。一般来说,前角越大,切削力越小,表面粗糙度越低;后角越大,刀具寿命越长,但切削力和表面粗糙度会相应增大。济南多轴龙门加工中心
上一篇: 新疆大型龙门加工中心
下一篇: 西安金属卧式加工中心